ఆపరేషన్ యొక్క అల్గోరిథం ప్రకారం నియంత్రణ వ్యవస్థల వర్గీకరణ
 నియంత్రిత వేరియబుల్ యొక్క విలువ మరియు దాని మార్పు యొక్క స్వభావం, మనం ఇప్పటికే చూసినట్లుగా, అనేక అంశాలపై ఆధారపడి ఉంటుంది: సెట్టింగ్ ప్రభావం, సమయం, అవాంతర ప్రభావం మొదలైనవి. ఈ కారకాలు.
నియంత్రిత వేరియబుల్ యొక్క విలువ మరియు దాని మార్పు యొక్క స్వభావం, మనం ఇప్పటికే చూసినట్లుగా, అనేక అంశాలపై ఆధారపడి ఉంటుంది: సెట్టింగ్ ప్రభావం, సమయం, అవాంతర ప్రభావం మొదలైనవి. ఈ కారకాలు.
ఏదైనా ఆటోమేటిక్ సిస్టమ్ దాని పనితీరు అల్గోరిథం (పునరుత్పత్తి చట్టం), దాని నియంత్రణ అల్గోరిథం యొక్క స్వభావం మరియు స్వీయ-అనుకూలత సామర్థ్యం యొక్క ఉనికి (లేకపోవడం) ద్వారా నిర్ణయించబడుతుంది. ఈ అక్షరాలు ఆటోమేటిక్ సిస్టమ్స్ యొక్క వర్గీకరణకు ఆధారం.
పనితీరు అల్గోరిథం యొక్క స్వభావం ద్వారా, స్వయంచాలక వ్యవస్థలు స్థిరీకరణ, ట్రాకింగ్ మరియు సాఫ్ట్వేర్గా విభజించబడ్డాయి.
సిస్టమ్పై ఏదైనా ఆటంకాలు F (f) పని చేస్తే V స్థిరీకరించే సిస్టమ్స్ సర్దుబాటు విలువ y, కంట్రోలర్ స్థిరంగా ఉంచబడుతుంది మరియు y = yo + Δy, టాలరెన్స్లలో ఇచ్చిన విలువకు సమానంగా ఉంటుంది.
ఇక్కడ Δy — సిస్టమ్పై పనిచేసే భంగం F (t) పరిమాణంపై ఆధారపడి నియంత్రిత విలువ యొక్క విచలనం.
అటువంటి వ్యవస్థలలోని ట్యూనింగ్ చర్యలు x (t) స్థిరంగా ఉంటాయి, ముందుగా నిర్ణయించిన విలువలు: x (t) = const.
అస్టాటిక్ మరియు స్టాటిక్ రెగ్యులేషన్ సూత్రంపై స్వయంచాలక స్థిరీకరణ వ్యవస్థలు అమలు చేయబడతాయి. మరిన్ని వివరాల కోసం ఇక్కడ చూడండి: అస్టాటిక్ మరియు స్టాటిక్ రెగ్యులేషన్.
అవును ట్రాకింగ్ సిస్టమ్లు ఆటోమేటిక్ కంట్రోల్ సిస్టమ్లు సిస్టమ్లను కలిగి ఉంటాయి, దీనిలో ఏకపక్ష చట్టం ప్రకారం మారుతున్న ఇన్పుట్ విలువ యొక్క పునరుత్పత్తి సిస్టమ్ యొక్క అవుట్పుట్ వద్ద ఆమోదయోగ్యమైన లోపంతో నిర్వహించబడుతుంది.
ట్రాకింగ్ సిస్టమ్ కోసం పునరుత్పత్తి చట్టం క్రింది రూపంలో వ్రాయబడుతుంది: y = x లేదా y = kx,
ఇక్కడ x అనేది ఏకపక్ష ఇన్పుట్ పరిమాణం, ఇది సమయం లేదా ఇతర పారామితులపై ఆధారపడి ఉంటుంది మరియు సాధారణంగా ముందుగా తెలియదు, k అనేది స్కేల్ ఫ్యాక్టర్.
సర్వో సిస్టమ్స్లో, నియంత్రణ వ్యవస్థలలో ఉపయోగించే పరిభాషకు భిన్నమైన పదజాలం ఉపయోగించబడుతుంది: "నియంత్రణ"కు బదులుగా వారు "ట్రాకింగ్", "ప్రాసెస్ ముగింపు" - "వర్కింగ్ అవుట్", "ఇన్పుట్ విలువ" - "ప్రముఖ విలువ" అని అంటారు. , «అవుట్పుట్ విలువ» — «సబార్డినేట్ విలువ».
అంజీర్ లో. 1a సర్వో సిస్టమ్ యొక్క శ్రేష్టమైన బ్లాక్ రేఖాచిత్రాన్ని చూపుతుంది.
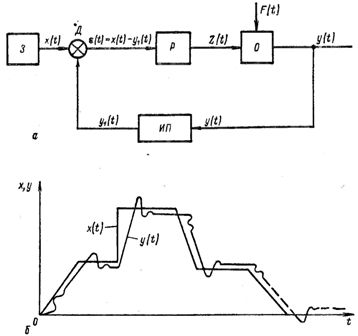
అన్నం. 1. సర్వో సిస్టమ్ యొక్క ఇన్పుట్ మరియు అవుట్పుట్ యొక్క కోణీయ స్థానభ్రంశంలో మార్పుల బ్లాక్ రేఖాచిత్రం (a) మరియు రేఖాచిత్రం (b): 3 — డ్రైవ్ మూలకం, D — తప్పుగా అమరిక సెన్సార్, P — కంట్రోలర్, O — ఆబ్జెక్ట్, MT — కొలత మరియు మార్పిడి మూలకం.
ట్రాకింగ్ సిస్టమ్ యొక్క ప్రధాన అంశం వ్యత్యాస సెన్సార్ D, ఇది బానిస మరియు మాస్టర్ విలువల మధ్య వ్యత్యాసాన్ని (లోపం) నిర్ణయిస్తుంది. స్లేవ్ విలువ y అనేది MF యొక్క కొలిచే-మార్పిడి మూలకం ద్వారా కొలవబడుతుంది మరియు ప్రధాన విలువ x స్థాయికి తీసుకురాబడుతుంది.
వ్యత్యాస సెన్సార్ D ప్రధాన మూలకం 3 మరియు స్లేవ్ విలువ y నుండి వచ్చే ప్రధాన విలువ x మధ్య వ్యత్యాసం యొక్క విలువను సెట్ చేస్తుంది మరియు నియంత్రిక Pకి ఒక సంకేతాన్ని పంపుతుంది, ఇది ఆబ్జెక్ట్పై Z (t) నియంత్రణ చర్యను ఉత్పత్తి చేస్తుంది. రెగ్యులేటర్ ఫలితంగా అసమతుల్యతను సున్నాకి తగ్గించడానికి ప్రయత్నిస్తుంది. మాస్టర్ సెట్ పాయింట్ నుండి స్లేవ్ విలువ యొక్క విచలనం అనుసరిస్తుంది.
అంజీర్ లో. 1, b ట్రాకింగ్ సిస్టమ్ యొక్క మాస్టర్ x మరియు స్లేవ్ y విలువలలో మార్పు యొక్క సుమారు రేఖాచిత్రాన్ని చూపుతుంది.
ఒక నిర్దిష్ట, ముందుగా నిర్ణయించిన చట్టం ప్రకారం నియంత్రిత వేరియబుల్ y చేసే ఆటోమేటిక్ సిస్టమ్లను సాఫ్ట్వేర్ నియంత్రణ వ్యవస్థలు అంటారు.
సాఫ్ట్వేర్ సిస్టమ్ యొక్క పునరుత్పత్తి చట్టాన్ని సమీకరణం ద్వారా వ్యక్తీకరించవచ్చు
y = x (T),
ఇక్కడ x (T) అనేది సిస్టమ్ పునరుత్పత్తి చేయవలసిన సెట్ (ముందుగా తెలిసిన) సమయ విధి.
అటువంటి వ్యవస్థలలో, ఒక ప్రత్యేక పరికరాన్ని కలిగి ఉండటం అవసరం - నిర్దిష్ట అవసరమైన చట్టం ప్రకారం సెట్టింగ్ x (t) విలువను మార్చడానికి డిటెక్టర్.

నియంత్రణ అల్గోరిథం యొక్క స్వభావం ప్రకారం, ఆటోమేటిక్ సిస్టమ్స్ ఓపెన్ లూప్ ఆఫ్ యాక్షన్ (ఓపెన్ కంట్రోల్ లూప్) మరియు క్లోజ్డ్ లూప్ ఆఫ్ యాక్షన్ (క్లోజ్డ్ కంట్రోల్ లూప్)తో ఆటోమేటిక్ సిస్టమ్లుగా విభజించబడ్డాయి.
స్వీయ-అనుకూల వ్యవస్థలు స్వీయ-అనుకూల లేదా స్వీయ-సర్దుబాటు వ్యవస్థలు మరియు స్వీయ-సర్దుబాటు కాని వ్యవస్థలుగా విభజించబడ్డాయి. స్వీయ-అనుకూల వ్యవస్థలు కొత్త రకమైన వ్యవస్థను సూచిస్తాయని మరియు ఈ రకమైన వ్యవస్థ యొక్క అన్ని భావనలు పూర్తిగా ఏర్పడలేదని గమనించాలి, కాబట్టి వివిధ పాఠ్యపుస్తకాలలో వాటికి వేర్వేరు పేర్లు ఉన్నాయి,
అన్ని ఉత్పాదక కర్మాగారాలు శక్తి వినియోగం, ఉత్పాదకత మరియు ఉత్పాదక కార్యకలాపాల నాణ్యత పరంగా ఉత్తమంగా పనిచేయాలి.

అటువంటి మొక్కలను ఆటోమేట్ చేసేటప్పుడు, సరైన రీతిలో పనిచేయడానికి ఉత్పత్తి ప్లాంట్ యొక్క స్వయంచాలక నియంత్రణను అందించగల ప్రత్యేక పరికరాలను కలిగి ఉండటం అవసరం. ఇటువంటి ప్రత్యేక పరికరాలను ఆటోమేటిక్ సర్దుబాటు వ్యవస్థలు లేదా స్వీయ-సర్దుబాటు నియంత్రణ వ్యవస్థలు అంటారు.
ఈ వ్యవస్థలు ఉత్పత్తి యూనిట్ను మారుతున్న ఆపరేటింగ్ పరిస్థితులకు స్వయంచాలకంగా మారుస్తాయి, అనగా. నిర్వహించబడే వస్తువు యొక్క మారుతున్న లక్షణాలకు (అవాంతరాలలో మార్పులు), మరియు దానిని సరైన రీతిలో పని చేయండి; కాబట్టి, స్వయంచాలక ట్యూనింగ్ సిస్టమ్లను తరచుగా సరైన లేదా తీవ్ర, నియంత్రణ వ్యవస్థలుగా పిలుస్తారు.
అటువంటి వ్యవస్థల ఉపయోగం ప్లాంట్ యొక్క ఉత్పాదకతను పెంచడం, ఉత్పత్తుల నాణ్యతను మెరుగుపరచడం, ఉత్పత్తి యూనిట్కు కార్మిక వ్యయాలను తగ్గించడం మొదలైనవి సాధ్యమవుతుంది. భవిష్యత్తులో, అనేక ఆటోమేటెడ్ ఇన్స్టాలేషన్లు ఆటోమేటిక్ సెటప్ సిస్టమ్లను కలిగి ఉంటాయి.