కొలిచే పరికరం - వెర్నియర్, మైక్రోమీటర్, మెటల్ కంపాస్ మరియు మెటల్ పాలకుడు
మరమ్మత్తు పనిని చేపట్టే ప్రక్రియలో ప్రధాన కొలిచే సాధనాలు వెర్నియర్, మైక్రోమీటర్, మెటల్ కోసం ఒక జత దిక్సూచి మరియు లోహ పాలకుడు.
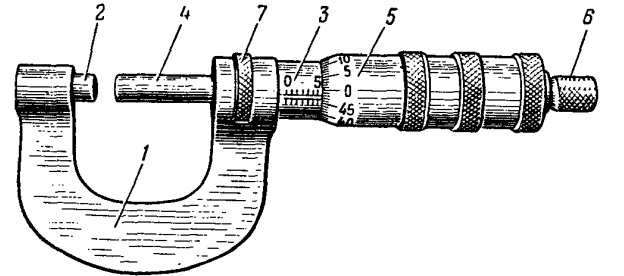
కాలిపర్ పరికరం
కాలిపర్ సహాయంతో, లీనియర్ పరిమాణాలు ఒక మిల్లీమీటర్లో పదవ వంతు వరకు ఖచ్చితత్వంతో కొలుస్తారు. మీరు ఫిగర్ నుండి చూడగలిగినట్లుగా, వెర్నియర్ అనేది సార్వత్రిక పరికరం, ఇది భాగాల బాహ్య మరియు అంతర్గత కొలతలు, అలాగే విరామాల కొలతలు కొలవడానికి మిమ్మల్ని అనుమతిస్తుంది.
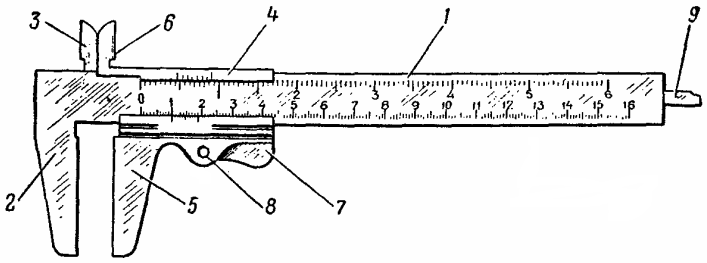
అన్నం. 1. వెర్నియర్: 1 - మెట్రిక్ పాలకుడు, 2, 3 - స్థిర దవడలు, 4 - స్లయిడర్, 5, 6 - కదిలే దవడలు, 7 - స్టాపర్, 8 - స్టాపర్ అక్షం, 9 - పాలకుడు.
ఇది స్థిర దవడలు 2 మరియు 3తో మెట్రిక్ రూలర్ 1 రూపంలో ఒక బార్ మరియు 5 మరియు 6 కదిలే దవడలతో ఒక స్లయిడర్ 4ని కలిగి ఉంటుంది. మెట్రిక్ రూలర్ యొక్క వెనుక వైపు ఒక రేఖాంశ గాడి ఉంటుంది, దీనిలో ఇరుకైన పాలకుడు 9 ఉంటుంది. 4 - 5 వెడల్పు ఉన్న mm, స్లయిడర్ 4తో గట్టిగా స్థిరపరచబడి ఉంటుంది. కాబట్టి, మీరు మెట్రిక్ రూలర్ 1 వెంట స్లయిడర్ను తరలించినప్పుడు, రూలర్ 9 మెట్రిక్ రూలర్ ముగింపుకు మించి సంబంధిత విలువకు వెళుతుంది.
కొలత సమయంలో స్లయిడర్ 4 యొక్క స్థానాన్ని పరిష్కరించడానికి, ఇది స్ప్రింగ్ బ్రేక్ను కలిగి ఉంటుంది, ఇది ప్లగ్ 7 నొక్కడం ద్వారా విడుదల చేయబడుతుంది (కాలిపర్ల యొక్క కొన్ని డిజైన్లలో, ప్లగ్కు బదులుగా ఒక స్క్రూ ఇన్స్టాల్ చేయబడింది, ఇది దాని స్థానాన్ని పరిష్కరిస్తుంది. వెర్నియర్ ఫ్రేమ్). ఇంజిన్ 4లో ఒక వంపుతిరిగిన కట్ ఉంది, దానిపై వెర్నియర్ వర్తించబడుతుంది.
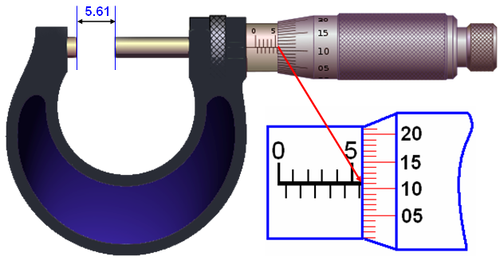
వెర్నియర్ (Fig. 2) 9 mm పొడవు, 10 భాగాలుగా విభజించబడింది, ఒక్కొక్కటి 0.9 mm. కాలిపర్ యొక్క స్లయిడ్ యొక్క తీవ్ర ఎడమ స్థానంలో, దాని దవడలు ఒకదానికొకటి గట్టిగా సరిపోతాయి, అయితే మెట్రిక్ మరియు ఇరుకైన పాలకుల చివరలు ఒకే రేఖలో ఉండాలి మరియు మెట్రిక్ పాలకుడు యొక్క సున్నా విభజన మొదటి పంక్తితో సమానంగా ఉండాలి. వెర్నియర్ (వెర్నియర్ స్కేల్ యొక్క పదవ భాగం విభజన యొక్క తొమ్మిదవ స్కేల్తో సమానంగా ఉండాలి).
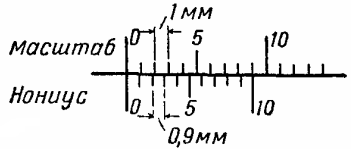
అన్నం. 2. వెర్నియర్ మరియు మెట్రిక్ రూలర్ యొక్క స్కేల్ యొక్క విభజనల నిష్పత్తి
కాలిపర్ ఎలా ఉపయోగించాలి
కొలత కోసం, భాగం కాలిపర్ యొక్క దవడల మధ్య ఉంచబడుతుంది. స్లయిడర్ను కదిలించడం, కొలిచిన భాగం యొక్క ఉపరితలంపై దవడలను గట్టిగా సరిపోయేలా తగ్గించడం అవసరం. కింది క్రమంలో ప్రతి కాలిపర్కు పరిమాణం లెక్కించబడుతుంది:
- మెట్రిక్ పాలకుడు యొక్క విభజనకు సంబంధించి వెర్నియర్ యొక్క మొదటి ప్రమాదాల స్థానం నిర్ణయించబడుతుంది;
- వెర్నియర్ యొక్క ఏ ప్రమాదం (ఏదైనా) మెట్రిక్ పాలకుల ప్రమాదంతో సమానంగా ఉందో నిర్ణయించండి;
- రెండు రీడింగులను జోడించడం ద్వారా చదవడం జరుగుతుంది.
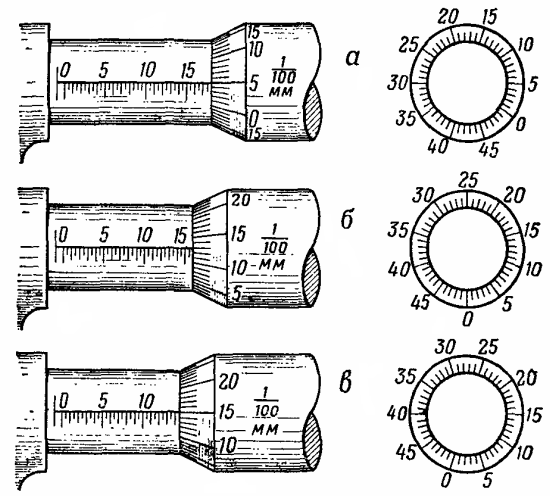
ఉదాహరణ (Fig. 3, a). వెర్నియర్ యొక్క జీరో రిస్క్ మెట్రిక్ రూలర్ యొక్క 31వ మరియు 32వ విభాగాల మధ్య ఉంటుంది మరియు దాని నాల్గవ ప్రమాదం పాలకుడిపై కొంత రిస్క్తో సమానంగా ఉంటుంది. ఈ సందర్భంలో, కొలిచిన విలువ 31.4 మిమీ అవుతుంది. అంజీర్లోని ఉదాహరణలలో ఇచ్చిన కాలిపర్ రీడింగ్లు ఏమిటి. 3, బి మరియు సి?
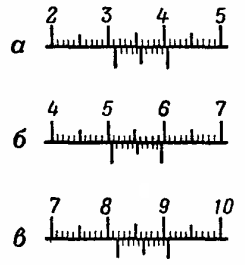
అన్నం. 3. కాలిపర్ రీడింగులను లెక్కించడానికి ఉదాహరణలు
సమాధానం: బి - 50.8 మిమీ; h - 81.9 మిమీ.
వెర్నియర్ తప్పనిసరిగా ప్రభావం, యాంత్రిక ఒత్తిడి నుండి రక్షించబడాలి మరియు కదిలే భాగాల తుప్పు మరియు నిర్భందించడాన్ని నివారించడానికి మెషిన్ ఆయిల్ యొక్క పలుచని పొరతో లూబ్రికేట్ చేయాలి.
ఇటీవల, డిజిటల్ రీడౌట్ పరికరంతో ఎలక్ట్రానిక్ కాలిపర్లు విస్తృత ప్రజాదరణ పొందాయి. ఇతర రకాల మీటర్లు కూడా ఇక్కడ చర్చించబడ్డాయి: కాలిబర్ - రకాలు మరియు ఉపయోగం యొక్క ఉదాహరణలు

మైక్రోమీటర్
మైక్రోమీటర్ అత్యంత సాధారణ కొలిచే సాధనాల్లో ఒకటి. మూర్తి 4 ఒక ఫ్లాట్ మైక్రోమీటర్ను చూపుతుంది.ఇది 0.01 మిమీ ఖచ్చితత్వంతో 0 నుండి 25 మిమీ వరకు బాహ్య కొలతలకు ఉపయోగించబడుతుంది.
అన్నం. 4. మైక్రోమీటర్: 1 - బ్రాకెట్; 2 - మడమ; 3 - స్లీవ్; 4 - మైక్రోమెట్రిక్ స్క్రూ; 5 - డ్రమ్; 6 - క్లచ్ రాట్చెట్; 7 - లాకింగ్ పరికరం
మైక్రోమీటర్లో క్లిప్ 1 హీల్ 2, స్లీవ్ 3 బిగింపులో నొక్కినప్పుడు, మైక్రోమీటర్ స్క్రూ 4, డ్రమ్ 5, రాట్చెట్ కప్లింగ్ 6 మరియు లాకింగ్ డివైస్ 7 ఉంటాయి. మైక్రోమీటర్ థ్రెడ్ స్లీవ్ 3 లోపల కత్తిరించబడుతుంది. 0.5 మిమీ అడుగు. డ్రమ్ 5 మైక్రోమెట్రిక్ స్క్రూ 4 పై స్థిరంగా ఉంటుంది, ఇది 0.5 మిమీ పిచ్తో థ్రెడ్ను కూడా కలిగి ఉంటుంది. అందువల్ల, డ్రమ్ 5 యొక్క ఒక భ్రమణంతో, మైక్రోమెట్రిక్ స్క్రూ 4 0.5 మిమీ ద్వారా అక్షసంబంధ దిశలో కదులుతుంది.
స్లీవ్ ముందు భాగంలో 0.5 మిమీ గ్రాడ్యుయేషన్తో రేఖాంశ స్కేల్ ఉంది. డ్రమ్ 5 చుట్టుకొలత చుట్టూ, దాని బెవెల్డ్ అంచుపై, చుట్టుకొలతతో సమానంగా పంపిణీ చేయబడిన 50 విభాగాలను కలిగి ఉన్న స్కేల్ కూడా ఉంది. అందువల్ల, డ్రమ్ దాని చుట్టుకొలతపై గుర్తించబడిన స్కేల్ యొక్క ఒక విభజన ద్వారా తిప్పబడినప్పుడు, మైక్రోమీటర్ స్క్రూ 0.01 మిమీ ద్వారా అక్షసంబంధ దిశలో కదులుతుంది.

వర్క్పీస్ను కొలవడానికి, హీల్ 2 మైక్రోమీటర్ స్క్రూల చివరల మధ్య చొప్పించండి 4. అప్పుడు, రాట్చెట్ కలపడం సహాయంతో మైక్రోమీటర్ స్క్రూను తిప్పడం, మైక్రోమీటర్ స్క్రూ మరియు మడమ చివరల మధ్య వర్క్పీస్ను బిగించడం అవసరం.కొలత సమయంలో వర్క్పీస్ యొక్క సంపీడన శక్తి ఘర్షణ శక్తి ద్వారా పరిమితం చేయబడింది. ఈ మైక్రోమీటర్లో, ఇది 700 +200 గ్రా. కాబట్టి, కొలత ప్రక్రియలో, వర్క్పీస్ వైకల్యం చెందదు మరియు మైక్రోమీటర్కు నష్టం నుండి రక్షించబడుతుంది.
మైక్రోమీటర్ రీడింగ్లు క్రింది క్రమంలో లెక్కించబడతాయి. మొదట, మిల్లీమీటర్ల సంఖ్య డ్రమ్ ముగింపుతో పరిమితమై ఉన్న మైక్రోమీటర్ స్లీవ్ (0.5 మిమీ ఖచ్చితత్వంతో) స్కేల్పై లెక్కించబడుతుంది, ఆపై డ్రమ్ స్కేల్కి ఎదురుగా ఉన్న విభజనకు అనుగుణంగా ఒక మిల్లీమీటర్లో వందల వంతు సంఖ్య బుషింగ్ అక్షం యొక్క అక్షం.
ఒక ఉదాహరణ. స్లీవ్ స్కేల్లో, సంఖ్య 15, సగం మిల్లీమీటర్ డివిజన్ మరియు తదుపరి సగం మిల్లీమీటర్ డివిజన్లో భాగం, డ్రమ్ స్కేల్ యొక్క 13 వ డివిజన్ స్లీవ్ స్కేల్ యొక్క అక్షసంబంధ రేఖతో సమానంగా ఉంటుంది, కాబట్టి భాగం యొక్క పరిమాణం 15.5 + 0.13 = 15 .63 మి.మీ.
అన్నం. 5. మైక్రోమీటర్ రీడింగుల ఉదాహరణలు: a — 17.55 mm; బి - 15.63 మిమీ; h - 14.15 మిమీ
మైక్రోమీటర్ స్క్రూ యొక్క చివరలు మరియు మైక్రోమీటర్ యొక్క మడమ తప్పనిసరిగా షాక్లు మరియు గీతలు నుండి రక్షించబడాలి, ఇది మైక్రోమీటర్ రీడింగ్ల యొక్క ఖచ్చితత్వాన్ని తగ్గిస్తుంది.
మెటల్ పాలకుడు
రెండు పాయింట్ల మధ్య దూరాన్ని కొలవడానికి 1 - 0.5 మిమీ ఖచ్చితత్వంతో మెటల్ పాలకుడు ఉపయోగించబడుతుంది. ఇది మిల్లీమీటర్లలో గ్రాడ్యుయేట్ చేయబడిన ఉక్కు టేప్.

ఒక మెటల్ పాలకుడు, ఏదైనా కొలిచే పరికరం వలె, తయారీదారు యొక్క స్టాంపును కలిగి ఉండాలి. మార్కు లేని పాలకుడిని కొలతలకు ఉపయోగించకూడదు. 200 - 500 మిమీ పొడవుతో మెటల్ పాలకుడు కలిగి ఉండటం సరిపోతుంది. పాలకుడు నిటారుగా ఉండాలి, బెల్లం లేకుండా, స్పష్టంగా గుర్తించబడిన విభాగాలతో ఉండాలి.
మెటల్ కోసం కంపాస్
మెటల్ కోసం ఒక దిక్సూచి పనిని గుర్తించడానికి, ఘన పదార్థాల ఉపరితలంపై సర్కిల్లను గీయడానికి మరియు బదిలీ పద్ధతి ద్వారా కొలతల కోసం ఉపయోగించబడుతుంది (లోహపు పాలకుడితో దిక్సూచి యొక్క కాళ్ల పరిష్కార పరిమాణాన్ని కొలవడం ద్వారా).

దిక్సూచి కాళ్ళపై పాయింటెడ్ మరియు కొంచెం గట్టిపడిన పాయింట్లను కలిగి ఉండాలి. దిక్సూచి ఉమ్మడిలో ఎదురుదెబ్బ మరియు డంపింగ్ ఆమోదయోగ్యం కాదు.