లోహాల ఇండక్షన్ హీటింగ్, గట్టిపడటం మరియు ఇండక్షన్ మెల్టింగ్
వేడిచేసిన శరీరంలో నేరుగా వేడిని ఉత్పత్తి చేసే అత్యంత ఖచ్చితమైన రకం తాపనం. శరీరం గుండా విద్యుత్ ప్రవాహాన్ని పంపడం ద్వారా వేడి చేసే ఈ పద్ధతి చాలా బాగా జరుగుతుంది. అయితే, ప్రత్యక్ష - ఎలక్ట్రికల్ సర్క్యూట్లో వేడిచేసిన శరీరాన్ని చేర్చడం అనేది సాంకేతిక మరియు ఆచరణాత్మక కారణాల కోసం ఎల్లప్పుడూ సాధ్యం కాదు.
ఈ సందర్భాలలో, ఇండక్షన్ హీటింగ్ని ఉపయోగించి ఖచ్చితమైన రకమైన తాపనాన్ని గ్రహించవచ్చు, ఇక్కడ వేడిని వేడిచేసిన శరీరంలోనే ఉత్పత్తి చేయబడుతుంది, ఇది కొలిమి గోడలలో లేదా ఇతర హీటింగ్ ఎలిమెంట్లలో అనవసరమైన, సాధారణంగా పెద్ద, శక్తి వినియోగాన్ని తొలగిస్తుంది. అందువల్ల, పెరిగిన మరియు అధిక పౌనఃపున్యం యొక్క ప్రవాహాలను ఉత్పత్తి చేసే సాపేక్షంగా తక్కువ సామర్థ్యం ఉన్నప్పటికీ, ఇండక్షన్ హీటింగ్ యొక్క మొత్తం సామర్థ్యం తరచుగా దాని కంటే ఎక్కువగా ఉంటుంది. ఇతర తాపన పద్ధతులతో.

ఇండక్షన్ పద్ధతి నాన్-మెటాలిక్ బాడీలను వాటి మందం అంతటా సమానంగా వేగంగా వేడి చేయడానికి అనుమతిస్తుంది.అటువంటి శరీరాల యొక్క పేలవమైన ఉష్ణ వాహకత వారి అంతర్గత పొరలను సాధారణ మార్గంలో వేగవంతమైన వేడి చేసే అవకాశాన్ని మినహాయిస్తుంది, అనగా బయటి నుండి వేడిని సరఫరా చేయడం ద్వారా. ఇండక్షన్ పద్ధతిలో, బయటి పొరలలో మరియు లోపలి పొరలలో వేడి అదే విధంగా ఉత్పత్తి చేయబడుతుంది మరియు బయటి పొరల యొక్క అవసరమైన థర్మల్ ఇన్సులేషన్ చేయకపోతే రెండోది వేడెక్కే ప్రమాదం కూడా ఉండవచ్చు.
ఇండక్షన్ హీటింగ్ యొక్క ప్రత్యేకించి విలువైన ఆస్తి వేడిచేసిన శరీరంలో శక్తి యొక్క అధిక సాంద్రతకు అవకాశం ఉంది, ఇది ఖచ్చితమైన మోతాదుకు సులభంగా అనుకూలంగా ఉంటుంది. మాత్రమే విద్యుత్ ఆర్క్ శక్తి సాంద్రత యొక్క అదే క్రమాన్ని పొందవచ్చు, కానీ ఈ తాపన పద్ధతిని నియంత్రించడం కష్టం.
ఇండక్షన్ హీటింగ్ యొక్క లక్షణాలు మరియు ప్రసిద్ధ ప్రయోజనాలు అనేక పరిశ్రమలలో దాని అప్లికేషన్ కోసం విస్తృత అవకాశాలను సృష్టించాయి. అదనంగా, సాంప్రదాయిక హీట్ ట్రీట్మెంట్ పద్ధతులకు సాధ్యపడని కొత్త రకాల నిర్మాణాలను రూపొందించడానికి ఇది మిమ్మల్ని అనుమతిస్తుంది.

ఒక భౌతిక ప్రక్రియ
ఇండక్షన్ ఫర్నేసులు మరియు పరికరాలలో, విద్యుత్ వాహక వేడిచేసిన శరీరంలోని వేడి ప్రత్యామ్నాయ విద్యుదయస్కాంత క్షేత్రం ద్వారా ప్రేరేపించబడిన ప్రవాహాల ద్వారా విడుదల చేయబడుతుంది. ఈ విధంగా, ప్రత్యక్ష తాపన ఇక్కడ జరుగుతుంది.
లోహాల ఇండక్షన్ తాపన రెండు భౌతిక చట్టాలపై ఆధారపడి ఉంటుంది: విద్యుదయస్కాంత ప్రేరణ యొక్క ఫెరడే-మాక్స్వెల్ చట్టం మరియు జూల్-లెంజ్ చట్టం. మెటల్ శరీరాలు (ఖాళీలు, భాగాలు, మొదలైనవి) ఉంచబడతాయి ప్రత్యామ్నాయ అయస్కాంత క్షేత్రం, ఇది వారిలో సుడిగాలిని కదిలిస్తుంది విద్యుత్ క్షేత్రం… ఇండక్షన్ యొక్క EMF మాగ్నెటిక్ ఫ్లక్స్ యొక్క మార్పు రేటు ద్వారా నిర్ణయించబడుతుంది. ఇండక్షన్ EMF చర్యలో, ఎడ్డీ కరెంట్లు (శరీరాల లోపల మూసివేయబడతాయి) శరీరంలో ప్రవహిస్తాయి, వేడిని విడుదల చేస్తాయి జూల్-లెంజ్ చట్టం ప్రకారం… ఈ EMF మెటల్లో సృష్టించబడింది ఏకాంతర ప్రవాహంను, ఈ ప్రవాహాల ద్వారా విడుదలయ్యే ఉష్ణ శక్తి లోహాన్ని వేడెక్కేలా చేస్తుంది. ఇండక్షన్ హీటింగ్ నేరుగా మరియు నాన్-కాంటాక్ట్. ఇది చాలా వక్రీభవన లోహాలు మరియు మిశ్రమాలను కరిగించడానికి తగినంత ఉష్ణోగ్రతను చేరుకోవడానికి మిమ్మల్ని అనుమతిస్తుంది.
తీవ్రమైన ఇండక్షన్ తాపన అనేది అధిక తీవ్రత మరియు ఫ్రీక్వెన్సీ యొక్క విద్యుదయస్కాంత క్షేత్రాలలో మాత్రమే సాధ్యమవుతుంది, ఇవి ప్రత్యేక పరికరాలచే సృష్టించబడతాయి - ఇండక్టర్స్. ఇండక్టర్లు 50 Hz నెట్వర్క్ (పారిశ్రామిక ఫ్రీక్వెన్సీ ఇన్స్టాలేషన్లు) లేదా ప్రత్యేక శక్తి వనరుల ద్వారా శక్తిని పొందుతాయి - మీడియం మరియు హై ఫ్రీక్వెన్సీ జనరేటర్లు మరియు కన్వర్టర్లు.
తక్కువ-ఫ్రీక్వెన్సీ పరోక్ష ఇండక్షన్ హీటింగ్ పరికరాల యొక్క సరళమైన ఇండక్టర్ అనేది ఒక ఇన్సులేటెడ్ వైర్ (పొడిగించబడిన లేదా చుట్టబడిన) లోహపు గొట్టం లోపల ఉంచబడుతుంది లేదా దాని ఉపరితలంపై అతివ్యాప్తి చెందుతుంది. ట్యూబ్లోని ఇండక్టర్ వైర్ ద్వారా కరెంట్ ప్రవహిస్తున్నప్పుడు, అది వేడెక్కుతుంది సుడి ప్రవాహాలు… ట్యూబ్ నుండి వేడి (క్రూసిబుల్, కంటైనర్ కూడా కావచ్చు) వేడిచేసిన మాధ్యమానికి బదిలీ చేయబడుతుంది (ట్యూబ్ ద్వారా ప్రవహించే నీరు, గాలి మొదలైనవి).
ఇండక్షన్ తాపన మరియు లోహాల గట్టిపడటం
మీడియం మరియు అధిక పౌనఃపున్యాల వద్ద లోహాల యొక్క అత్యంత విస్తృతంగా ఉపయోగించే డైరెక్ట్ ఇండక్షన్ హీటింగ్. దీని కోసం, ప్రత్యేక రూపకల్పనతో ఇండక్టర్లు ఉపయోగించబడతాయి. ఇండక్టర్ విడుదల చేస్తుంది విద్యుదయస్కాంత తరంగం, ఇది వేడిచేసిన శరీరంపై పడి దానిలో చనిపోతుంది. గ్రహించిన తరంగ శక్తి శరీరంలో వేడిగా మారుతుంది. తాపన గుణకం అనేది విడుదలైన విద్యుదయస్కాంత తరంగం (చదునైన, స్థూపాకార, మొదలైనవి) శరీర ఆకృతికి దగ్గరగా ఉంటుంది. అందువల్ల, ఫ్లాట్ బాడీలను వేడి చేయడానికి ఫ్లాట్ ఇండక్టర్లను ఉపయోగిస్తారు, స్థూపాకార (సోలనోయిడ్) ఇండక్టర్లు స్థూపాకార వర్క్పీస్లకు ఉపయోగిస్తారు.సాధారణ సందర్భంలో, కావలసిన దిశలో విద్యుదయస్కాంత శక్తిని కేంద్రీకరించాల్సిన అవసరం కారణంగా అవి సంక్లిష్టమైన ఆకారాన్ని కలిగి ఉంటాయి.
ఇండక్షన్ ఎనర్జీ ఇన్పుట్ యొక్క లక్షణం ఫ్లో జోన్ యొక్క ప్రాదేశిక అమరికను నియంత్రించే సామర్ధ్యం. సుడి ప్రవాహాలు.
మొదట, ఇండక్టర్ ద్వారా కప్పబడిన ప్రదేశంలో ఎడ్డీ ప్రవాహాలు ప్రవహిస్తాయి. శరీరం యొక్క మొత్తం పరిమాణంతో సంబంధం లేకుండా, ఇండక్టర్తో అయస్కాంత సంబంధంలో ఉన్న శరీరంలోని ఆ భాగం మాత్రమే వేడి చేయబడుతుంది.
రెండవది, ఎడ్డీ కరెంట్ సర్క్యులేషన్ జోన్ యొక్క లోతు మరియు అందువల్ల శక్తి విడుదల జోన్ ఇతర కారకాలతో పాటు, ఇండక్టర్ కరెంట్ యొక్క ఫ్రీక్వెన్సీపై ఆధారపడి ఉంటుంది (తక్కువ పౌనఃపున్యాల వద్ద పెరుగుతుంది మరియు పెరుగుతున్న ఫ్రీక్వెన్సీతో తగ్గుతుంది).
ఇండక్టర్ నుండి వేడిచేసిన ప్రవాహానికి శక్తి బదిలీ సామర్థ్యం వాటి మధ్య అంతరం యొక్క పరిమాణంపై ఆధారపడి ఉంటుంది మరియు అది తగ్గినప్పుడు పెరుగుతుంది.

ఇండక్షన్ హీటింగ్ అనేది ప్లాస్టిక్ డిఫార్మేషన్ (ఫోర్జింగ్, స్టాంపింగ్, నొక్కడం మొదలైనవి), మెటల్ మెల్టింగ్, హీట్ ట్రీట్మెంట్ (ఎనియలింగ్, టెంపరింగ్, నార్మలైజింగ్, గట్టిపడటం), వెల్డింగ్, లేయరింగ్, మెటల్ బ్రేజింగ్ కోసం వేడి చేయడం ద్వారా ఉక్కు ఉత్పత్తుల ఉపరితల గట్టిపడటం కోసం ఉపయోగించబడుతుంది.

పరోక్ష ఇండక్షన్ తాపన తాపన ప్రక్రియ పరికరాలు (పైప్లైన్లు, కంటైనర్లు, మొదలైనవి), తాపన ద్రవ మీడియా, ఎండబెట్టడం పూతలు, పదార్థాలు (ఉదాహరణకు, చెక్క) కోసం ఉపయోగిస్తారు. ఇండక్షన్ తాపన సంస్థాపనల యొక్క అతి ముఖ్యమైన పరామితి ఫ్రీక్వెన్సీ. ప్రతి ప్రక్రియకు (ఉపరితల గట్టిపడటం, వేడి చేయడం ద్వారా) ఉత్తమ సాంకేతిక మరియు ఆర్థిక సూచికలను అందించే సరైన ఫ్రీక్వెన్సీ పరిధి ఉంది. ఇండక్షన్ హీటింగ్ కోసం 50 Hz నుండి 5 MHz వరకు ఫ్రీక్వెన్సీలు ఉపయోగించబడతాయి.
ఇండక్షన్ తాపన యొక్క ప్రయోజనాలు
1) విద్యుత్ శక్తిని నేరుగా వేడిచేసిన శరీరంలోకి బదిలీ చేయడం వలన వాహక పదార్థాల ప్రత్యక్ష వేడిని అనుమతిస్తుంది. ఈ సందర్భంలో, పరోక్ష చర్యతో సంస్థాపనలతో పోలిస్తే తాపన రేటు పెరుగుతుంది, ఇక్కడ ఉత్పత్తి ఉపరితలం నుండి మాత్రమే వేడి చేయబడుతుంది.
2) విద్యుత్ శక్తిని నేరుగా వేడిచేసిన శరీరంలోకి బదిలీ చేయడానికి సంప్రదింపు పరికరాలు అవసరం లేదు. వాక్యూమ్ మరియు రక్షిత మార్గాలను ఉపయోగించినప్పుడు, ఆటోమేటెడ్ తయారీ ఉత్పత్తి యొక్క పరిస్థితుల్లో ఇది సౌకర్యవంతంగా ఉంటుంది.
3) ఉపరితల ప్రభావం యొక్క దృగ్విషయం కారణంగా, వేడిచేసిన ఉత్పత్తి యొక్క ఉపరితల పొరలో గరిష్ట శక్తి విడుదల అవుతుంది. అందువల్ల, శీతలీకరణ సమయంలో ఇండక్షన్ తాపన ఉత్పత్తి యొక్క ఉపరితల పొర యొక్క వేగవంతమైన వేడిని అందిస్తుంది. ఇది సాపేక్షంగా జిగట మాధ్యమంతో భాగం యొక్క అధిక ఉపరితల కాఠిన్యాన్ని పొందడం సాధ్యం చేస్తుంది. ఇతర ఉపరితల గట్టిపడే పద్ధతుల కంటే ఇండక్షన్ ఉపరితల గట్టిపడటం వేగంగా మరియు మరింత పొదుపుగా ఉంటుంది.
4) చాలా సందర్భాలలో ఇండక్షన్ హీటింగ్ ఉత్పాదకతను మెరుగుపరుస్తుంది మరియు పని పరిస్థితులను మెరుగుపరుస్తుంది.
ఇండక్షన్ ద్రవీభవన కొలిమి
ఇండక్షన్ ఫర్నేస్ లేదా పరికరాన్ని ఒక రకమైన ట్రాన్స్ఫార్మర్గా భావించవచ్చు, దీనిలో ప్రాధమిక కాయిల్ (ఇండక్టర్) ప్రత్యామ్నాయ కరెంట్ మూలానికి అనుసంధానించబడి ఉంటుంది మరియు వేడిచేసిన శరీరం కూడా ద్వితీయ కాయిల్గా పనిచేస్తుంది.
ఇండక్షన్ మెల్టింగ్ ఫర్నేస్ల పని ప్రక్రియ స్నానం లేదా క్రూసిబుల్లో ద్రవ లోహం యొక్క ఎలక్ట్రోడైనమిక్ మరియు థర్మల్ కదలిక ద్వారా వర్గీకరించబడుతుంది, ఇది అదే కూర్పుతో లోహాన్ని పొందడం మరియు వాల్యూమ్ అంతటా దాని ఏకరీతి ఉష్ణోగ్రత, అలాగే తక్కువ లోహ వ్యర్థాలు (అనేక రెట్లు తక్కువ. ఆర్క్ ఫర్నేసుల కంటే కొంచెం).
ఇండక్షన్ మెల్టింగ్ ఫర్నేస్లు ఉక్కు, తారాగణం ఇనుము, నాన్-ఫెర్రస్ లోహాలు మరియు మిశ్రమాల నుండి ఆకారంతో సహా కాస్టింగ్ల ఉత్పత్తిలో ఉపయోగించబడతాయి.
ఇండక్షన్ మెల్టింగ్ ఫర్నేస్లను ఇండస్ట్రియల్ ఫ్రీక్వెన్సీ ఛానల్ ఫర్నేసులు మరియు ఇండస్ట్రియల్, మీడియం మరియు హై ఫ్రీక్వెన్సీ క్రూసిబుల్ ఫర్నేసులుగా విభజించవచ్చు.
ఇండక్షన్ డక్ట్ ఫర్నేస్ అనేది ట్రాన్స్ఫార్మర్, సాధారణంగా పవర్ ఫ్రీక్వెన్సీ (50 హెర్ట్జ్) వద్ద ఉంటుంది. ట్రాన్స్ఫార్మర్ యొక్క ద్వితీయ వైండింగ్ ఒక కరిగిన మెటల్ వైండింగ్. మెటల్ కంకణాకార వక్రీభవన ఛానెల్లో మూసివేయబడింది.
ప్రధాన మాగ్నెటిక్ ఫ్లక్స్ ఛానెల్ యొక్క మెటల్లో EMFని ప్రేరేపిస్తుంది, EMF కరెంట్ను సృష్టిస్తుంది, కరెంట్ మెటల్ను వేడి చేస్తుంది, కాబట్టి ఇండక్షన్ ఛానల్ ఫర్నేస్ షార్ట్-సర్క్యూట్ మోడ్లో పనిచేసే ట్రాన్స్ఫార్మర్ను పోలి ఉంటుంది.
ఛానల్ ఫర్నేసుల ఇండక్టర్లు రేఖాంశ రాగి గొట్టంతో తయారు చేయబడతాయి, ఇది నీటితో చల్లబడుతుంది, పొయ్యి యొక్క ఛానెల్ భాగం అభిమాని లేదా కేంద్రీకృత వాయు వ్యవస్థ ద్వారా చల్లబడుతుంది.

ఛానల్ ఇండక్షన్ ఫర్నేసులు ఒక తరగతి మెటల్ నుండి మరొకదానికి అరుదైన పరివర్తనలతో నిరంతర ఆపరేషన్ కోసం రూపొందించబడ్డాయి. ఛానల్ ఇండక్షన్ ఫర్నేసులు ప్రధానంగా అల్యూమినియం మరియు దాని మిశ్రమాలు, అలాగే రాగి మరియు దాని మిశ్రమాలలో కొన్నింటిని కరిగించడానికి ఉపయోగిస్తారు. ఇతర శ్రేణి ఫర్నేసులు ద్రవ ఇనుము, ఫెర్రస్ కాని లోహాలు మరియు మిశ్రమాలను ఫౌండరీ అచ్చులలో వేయడానికి ముందు పట్టుకోవడం మరియు సూపర్ హీట్ చేయడం కోసం మిక్సర్లుగా ప్రత్యేకించబడ్డాయి.
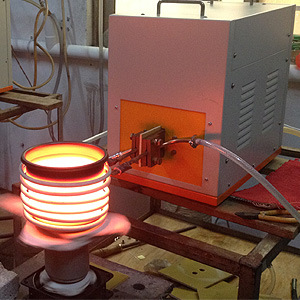
ఇండక్షన్ క్రూసిబుల్ ఫర్నేస్ యొక్క ఆపరేషన్ ఒక వాహక ఛార్జ్ ద్వారా విద్యుదయస్కాంత శక్తిని గ్రహించడంపై ఆధారపడి ఉంటుంది. సెల్ ఒక స్థూపాకార కాయిల్ లోపల ఉంచబడుతుంది - ఒక ఇండక్టర్. ఎలక్ట్రికల్ పాయింట్ ఆఫ్ వ్యూలో, ఇండక్షన్ క్రూసిబుల్ ఫర్నేస్ అనేది షార్ట్-సర్క్యూటెడ్ ఎయిర్ ట్రాన్స్ఫార్మర్, దీని సెకండరీ వైండింగ్ అనేది కండక్టింగ్ ఛార్జ్.
ఇండక్షన్ క్రూసిబుల్ ఫర్నేసులు ప్రధానంగా డై కాస్టింగ్ లోహాలను ఒక బ్యాచ్ మోడ్ ఆఫ్ ఆపరేషన్లో కరిగించడానికి మరియు ఆపరేషన్ మోడ్తో సంబంధం లేకుండా, ఛానల్ ఫర్నేస్ల లైనింగ్ను ప్రతికూలంగా ప్రభావితం చేసే కాంస్యాలు వంటి కొన్ని మిశ్రమాలను కరిగించడానికి ఉపయోగిస్తారు.