ఎలక్ట్రికల్ మెషీన్ల వైండింగ్ల డ్రైయర్ ఇన్సులేషన్
 వైన్డింగ్స్ మరియు ఇతర ప్రత్యక్ష భాగాల ఇన్సులేషన్ తడిగా మారినప్పుడు ఎలక్ట్రికల్ మెషీన్లు ఎండిపోతాయి, ఉదాహరణకు రవాణా, నిల్వ, సంస్థాపన మరియు మరమ్మత్తు సమయంలో, అలాగే యూనిట్ చాలా కాలం పాటు స్విచ్ ఆఫ్ చేయబడినప్పుడు.
వైన్డింగ్స్ మరియు ఇతర ప్రత్యక్ష భాగాల ఇన్సులేషన్ తడిగా మారినప్పుడు ఎలక్ట్రికల్ మెషీన్లు ఎండిపోతాయి, ఉదాహరణకు రవాణా, నిల్వ, సంస్థాపన మరియు మరమ్మత్తు సమయంలో, అలాగే యూనిట్ చాలా కాలం పాటు స్విచ్ ఆఫ్ చేయబడినప్పుడు.
ప్రత్యేక అవసరం లేకుండా ఎలక్ట్రికల్ మెషీన్ల వైండింగ్ల ఇన్సులేషన్ను ఎండబెట్టడం అదనపు అన్యాయమైన ఖర్చులకు కారణమవుతుంది మరియు ఎండబెట్టడం మోడ్ సరిగ్గా నిర్వహించబడకపోతే, అదనంగా, వైండింగ్కు నష్టం జరుగుతుంది.
ఎండబెట్టడం యొక్క ఉద్దేశ్యం వైన్డింగ్స్ యొక్క ఇన్సులేషన్ నుండి తేమను తొలగించడం మరియు విద్యుత్ యంత్రం శక్తినిచ్చే విలువకు నిరోధకతను పెంచడం. పెద్ద మరమ్మత్తుకు గురైన ఎలక్ట్రిక్ యంత్రాల ఇన్సులేషన్ యొక్క సంపూర్ణ నిరోధకత, MΩ, 10 - 30 ° C ఉష్ణోగ్రత వద్ద కనీసం 0.5 MΩ ఉండాలి.
 కొత్తగా ఇన్స్టాల్ చేయబడిన ఎలక్ట్రికల్ మెషీన్ల కోసం, ఈ విలువ పట్టికలో ఇవ్వబడిన విలువల కంటే తక్కువగా ఉండకూడదు. 2, మరియు 2 kV కంటే ఎక్కువ లేదా 1000 kW కంటే ఎక్కువ వోల్టేజ్ ఉన్న ఎలక్ట్రిక్ మోటారుల కోసం, అదనంగా, ఇది ఒక megohmmeter తో నిర్ణయించాల్సిన అవసరం ఉంది. శోషణ గుణకం నిష్పత్తి ka6c లేదా R60 / R15.
కొత్తగా ఇన్స్టాల్ చేయబడిన ఎలక్ట్రికల్ మెషీన్ల కోసం, ఈ విలువ పట్టికలో ఇవ్వబడిన విలువల కంటే తక్కువగా ఉండకూడదు. 2, మరియు 2 kV కంటే ఎక్కువ లేదా 1000 kW కంటే ఎక్కువ వోల్టేజ్ ఉన్న ఎలక్ట్రిక్ మోటారుల కోసం, అదనంగా, ఇది ఒక megohmmeter తో నిర్ణయించాల్సిన అవసరం ఉంది. శోషణ గుణకం నిష్పత్తి ka6c లేదా R60 / R15.
పొందిన డేటా ఇన్సులేషన్ యొక్క అసంతృప్తికరమైన స్థితిని చూపిస్తే, విద్యుత్ యంత్రాలు ఎండబెట్టబడతాయి.
ఎలక్ట్రికల్ మెషిన్ వైండింగ్ యొక్క ఇన్సులేషన్ నుండి తేమను తొలగించడం అనేది వ్యాప్తి కారణంగా సంభవిస్తుంది, ఇది తేమను మూసివేసే వెచ్చని భాగం నుండి చల్లని భాగానికి ఉష్ణ ప్రవాహం యొక్క దిశలో తరలించడానికి కారణమవుతుంది.
తేమ యొక్క కదలిక ఇన్సులేషన్ యొక్క వివిధ పొరలలోని తేమలో వ్యత్యాసం కారణంగా ఉంటుంది, అధిక తేమ ఉన్న పొరల నుండి తేమ తక్కువ తేమతో పొరలకు కదులుతుంది. తేమ తగ్గుదల, క్రమంగా, ఉష్ణోగ్రత తగ్గుదల కారణంగా ఉంటుంది. ఎక్కువ ఉష్ణోగ్రత వ్యత్యాసం, ఇన్సులేషన్ యొక్క ఎండబెట్టడం మరింత తీవ్రంగా ఉంటుంది. ఉదాహరణకు, కాయిల్ యొక్క అంతర్గత భాగాలను కరెంట్తో వేడి చేయడం ద్వారా, ఇన్సులేషన్ యొక్క లోపలి మరియు బయటి పొరల మధ్య ఉష్ణోగ్రత వ్యత్యాసాన్ని సృష్టించడం సాధ్యమవుతుంది మరియు తద్వారా ఎండబెట్టడం ప్రక్రియను వేగవంతం చేస్తుంది.
ఎండబెట్టడాన్ని వేగవంతం చేయడానికి, పరిమిత ఉష్ణోగ్రతకు వేడి చేయబడిన కాయిల్స్ కాలానుగుణంగా పరిసర ఉష్ణోగ్రతకు చల్లబరచాలి. అందువల్ల, థర్మల్ వ్యాప్తి యొక్క సామర్థ్యం ఎక్కువగా ఉంటుంది, ఇన్సులేషన్ యొక్క ఉపరితల పొరలు వేగంగా చల్లబడతాయి.
విభాగం. 1. ఎలక్ట్రిక్ యంత్రాల కోసం సుమారు ఎండబెట్టడం సమయం
ఎలక్ట్రిక్ కార్లు కనిష్ట సమయం, h, ఉష్ణోగ్రతను చేరుకోవడానికి ఆరబెట్టే సమయం, h 50 ° C 70 ° C సాధారణ కనిష్టం స్థిరమైన ఇన్సులేషన్ నిరోధకతను చేరుకున్న తర్వాత, MOhm చిన్న మరియు మధ్యస్థ శక్తి 2 — 3 5 — 7 15 — 20
3 — 5
హై పవర్ ఓపెన్ డిజైన్ 10 — 16 15 — 25 40 — 60 5 — 10 హై పవర్ క్లోజ్డ్ డిజైన్ 20 — 30 25 — 50 70-100
10 — 15
ఎండబెట్టడం ప్రక్రియలో, కాయిల్స్ మరియు ఉక్కు క్రమంగా వేడి చేయబడాలి, ఎందుకంటే వేగవంతమైన వేడితో యంత్రం యొక్క అంతర్గత భాగాల ఉష్ణోగ్రత ప్రమాదకరమైన విలువకు చేరుకుంటుంది, అయితే బాహ్య భాగాల తాపన ఇప్పటికీ చాలా తక్కువగా ఉంటుంది.
 ఎండబెట్టడం సమయంలో కాయిల్ యొక్క ఉష్ణోగ్రత పెరుగుదల రేటు గంటకు 4 - 5 ° C కంటే ఎక్కువ ఉండకూడదు. వినియోగదారు ఎలక్ట్రికల్ ఇన్స్టాలేషన్ల యొక్క PTE ప్రకారం, మెషిన్ బాడీకి మరియు వైండింగ్ల మధ్య ఇన్సులేషన్ నిరోధకత యొక్క కొలత 660 V వరకు వోల్టేజ్తో విద్యుత్ యంత్రాల వైండింగ్ల కోసం నిర్వహించబడుతుంది. megohmmeter 1000 V తో, మరియు ఎలక్ట్రిక్ మెషీన్ల కోసం వోల్టేజ్ 660 V కంటే ఎక్కువగా ఉంటుంది - 2500 V వద్ద మెగాహోమ్మీటర్తో.
ఎండబెట్టడం సమయంలో కాయిల్ యొక్క ఉష్ణోగ్రత పెరుగుదల రేటు గంటకు 4 - 5 ° C కంటే ఎక్కువ ఉండకూడదు. వినియోగదారు ఎలక్ట్రికల్ ఇన్స్టాలేషన్ల యొక్క PTE ప్రకారం, మెషిన్ బాడీకి మరియు వైండింగ్ల మధ్య ఇన్సులేషన్ నిరోధకత యొక్క కొలత 660 V వరకు వోల్టేజ్తో విద్యుత్ యంత్రాల వైండింగ్ల కోసం నిర్వహించబడుతుంది. megohmmeter 1000 V తో, మరియు ఎలక్ట్రిక్ మెషీన్ల కోసం వోల్టేజ్ 660 V కంటే ఎక్కువగా ఉంటుంది - 2500 V వద్ద మెగాహోమ్మీటర్తో.
అయితే, GOST 11828 — 75 ప్రకారం, 500 V వరకు రేటెడ్ వోల్టేజ్ కోసం విద్యుత్ యంత్రాల వైండింగ్ల నిరోధకత 500 V కోసం రూపొందించిన మెగాహోమ్మీటర్తో కొలుస్తారు. 500 V - 1000 V కోసం ఒక megohmmeter తో. అందువలన, PTEలు కొంతవరకు ఒక megohmmeter తో ఇన్సులేషన్ పరీక్ష కోసం అవసరాలు కఠినతరం.
ఇన్సులేషన్ నిరోధక కొలత 75 ° C యొక్క మూసివేసే ఉష్ణోగ్రత వద్ద ఉత్పత్తి చేయబడుతుంది. వైండింగ్ల యొక్క ఇన్సులేషన్ నిరోధకత వేరొక ఉష్ణోగ్రత వద్ద కొలుస్తారు, కానీ 10 ° C కంటే తక్కువ కాదు, అది 75 ° C ఉష్ణోగ్రతగా మార్చబడుతుంది.
ఎలక్ట్రికల్ మెషీన్ల వైండింగ్ల ఇన్సులేషన్ను ఎండబెట్టడానికి ముందు, గది శిధిలాలు, దుమ్ము మరియు ధూళిని శుభ్రం చేయాలి. ఎలక్ట్రికల్ యంత్రాలను జాగ్రత్తగా తనిఖీ చేయాలి మరియు సంపీడన గాలితో ఎగిరింది. ఎండబెట్టడం సమయంలో, యంత్రం యొక్క గ్రౌన్దేడ్ శరీరానికి మరియు వైండింగ్ల మధ్య (Fig. 1) విద్యుత్ యంత్రం యొక్క ప్రతి వైండింగ్ యొక్క ఇన్సులేషన్ నిరోధకతను కొలిచండి.
కొలతకు ముందు ప్రతిసారీ ఇన్సులేషన్లో అవశేష ఛార్జీలను తొలగించడం అవసరం; దీని కోసం వైండింగ్ 3 - 4 నిమిషాలు హౌసింగ్కు ఎర్త్ చేయబడుతుంది. అదనంగా, ఎలక్ట్రికల్ మెషీన్ల వైండింగ్లను ఎండబెట్టేటప్పుడు, వైండింగ్ల ఉష్ణోగ్రత, పరిసర గాలి మరియు ఎండబెట్టడం కరెంట్ను కొలిచేందుకు ఇది అవసరం. ఆచరణలో, ఎలక్ట్రికల్ మెషీన్ల మూసివేతలను ఎండబెట్టడం ఫలితంగా, 750 ° C ఉష్ణోగ్రత వద్ద ఇన్సులేషన్ నిరోధకత పట్టికలోని డేటా కంటే తక్కువగా ఉండకూడదు. 2.
విభాగం. 2. ఎండబెట్టడం తర్వాత ఎలక్ట్రికల్ మెషీన్ల వైండింగ్ల యొక్క అతిచిన్న అనుమతించదగిన ఇన్సులేషన్ నిరోధకత
యంత్రాలు లేదా వాటి భాగాలు వర్కింగ్ వోల్టేజీతో ఆల్టర్నేటింగ్ కరెంట్ మెషిన్ యొక్క అతిచిన్న అనుమతించదగిన ఇన్సులేషన్ రెసిస్టెన్స్ స్టేటర్స్: 1000 V కంటే ఎక్కువ 1 megohm వద్ద 1 kV వర్కింగ్ వోల్టేజ్ 1000 V 0.5 MOhm వరకు 1 kV వద్ద 750 V వరకు వోల్టేజ్ కలిగిన DC యంత్రాల ఆర్మేచర్లు 1 kVకి 1 MOhmతో సహా అసమకాలిక మరియు సింక్రోనస్ ఎలక్ట్రిక్ మోటార్లు (మొత్తం ఉత్తేజిత సర్క్యూట్తో సహా) రోటర్లు 1 kVకి 1 MΩ, కానీ 0.2 కంటే తక్కువ కాదు — 0.5 MΩ 3000 V మరియు అంతకంటే ఎక్కువ వోల్టేజ్ కలిగిన ఎలక్ట్రిక్ మోటార్లు: స్టేటర్స్ 1 MOhm వద్ద kV రోటర్లు 0.2 MOhm వద్ద 1 kV 
ఉక్కులో ఇండక్షన్ నష్టాల పద్ధతి ద్వారా విద్యుత్ యంత్రాల మూసివేతలను ఎండబెట్టడం
ఇటీవలి సంవత్సరాలలో, స్థిరమైన యంత్రాలతో స్టేటర్ స్టీల్లో ఇండక్షన్ నష్టాల ద్వారా ఎలక్ట్రిక్ మోటారులను ఎండబెట్టడం కోసం హేతుబద్ధమైన పద్ధతులు ప్రవేశపెట్టబడ్డాయి, ఇవి నేరుగా వైండింగ్లలోకి కరెంట్ వెళ్లడానికి సంబంధించినవి కావు. ఈ ఎండబెట్టడం పద్ధతిలో, రెండు రకాలు ఉన్నాయి: స్టేటర్ యొక్క క్రియాశీల ఉక్కులో నష్టాలు మరియు స్టేటర్ హౌసింగ్లో నష్టాలు.
మాగ్నెటైజేషన్ రివర్సల్ మరియు కారణంగా నష్టాల ద్వారా ఎలక్ట్రిక్ మోటార్లు వేడి చేయడం జరుగుతుంది సుడి ప్రవాహాలు AC ఎలక్ట్రిక్ మోటారు యొక్క స్టేటర్ యొక్క యాక్టివ్ స్టీల్లో లేదా స్టేటర్ కోర్ మరియు మెషిన్ కేసింగ్లోని యంత్రాలలో ఉత్పన్నమయ్యే ఆల్టర్నేటింగ్ మాగ్నెటిక్ ఫ్లక్స్ నుండి DC మెషీన్ యొక్క ఇండక్టర్.
వేరియబుల్ మాగ్నెటిక్ ఫ్లక్స్ ఫ్రేమ్ కింద (Fig. 1, a) లేదా శరీరం మరియు బేరింగ్ షీల్డ్స్ (Fig. 1, b), ప్రత్యామ్నాయ అయస్కాంతం కింద వైర్లు లాగడం ద్వారా యంత్రం యొక్క శరీరంపై ఒక ప్రత్యేక మాగ్నెటైజింగ్ కాయిల్ గాయం ద్వారా సృష్టించబడుతుంది. ఫ్లక్స్ సృష్టించబడుతుంది మరియు స్టేటర్ యొక్క క్రియాశీల ఉక్కు మరియు ఎలక్ట్రిక్ మెషీన్ యొక్క శరీరంలోని ఇండక్షన్ నష్టాల నుండి (Fig. 1, c).
స్టేటర్ యొక్క అయస్కాంతీకరణ మలుపులను మూసివేయడానికి ఇండక్షన్ లేదా సింక్రోనస్ మెషీన్ యొక్క రోటర్ తప్పనిసరిగా తీసివేయబడాలి.
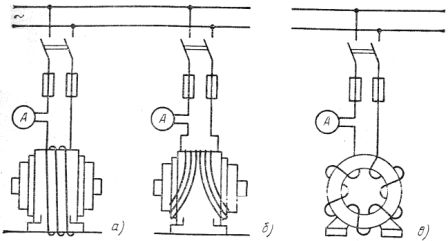
అన్నం. 1. ఉక్కులో ఇండక్షన్ నష్టాల కారణంగా విద్యుత్ యంత్రాలను ఎండబెట్టడం: o -మెషిన్ హౌసింగ్లో, బి - హౌసింగ్ మరియు బేరింగ్ షీల్డ్స్లో, సి - స్టేటర్ యొక్క హౌసింగ్ మరియు యాక్టివ్ స్టీల్లో
మాగ్నెటైజింగ్ కాయిల్ ఒక ఇన్సులేటెడ్ వైర్తో తయారు చేయబడుతుంది, క్రాస్ సెక్షన్ మరియు మలుపుల సంఖ్య సంబంధిత గణన ద్వారా నిర్ణయించబడుతుంది.
ఎండబెట్టడం ప్రక్రియలో, మొదటి ఎండబెట్టడం కాలంలో విద్యుత్ యంత్రాల మూసివేత యొక్క ఇన్సులేషన్ నిరోధకత తగ్గుతుంది, తరువాత పెరుగుతుంది మరియు, ఒక నిర్దిష్ట విలువను చేరుకోవడం, స్థిరంగా మారుతుంది. ఎండబెట్టడం ప్రారంభంలో, ఇన్సులేషన్ నిరోధకత ప్రతి 30 నిమిషాలకు కొలుస్తారు, మరియు స్థిరమైన ఉష్ణోగ్రత చేరుకున్నప్పుడు, ప్రతి గంట.
ఫలితాలు ఎండబెట్టడం డైరీలో నమోదు చేయబడతాయి మరియు అదే సమయంలో వక్రతలు డ్రా చేయబడతాయి (Fig. 2) ఎండబెట్టడం సమయంలో ఇన్సులేషన్ నిరోధకత మరియు మూసివేసే ఉష్ణోగ్రత యొక్క ఆధారపడటం కోసం.విద్యుత్ యంత్రం పూర్తిగా చల్లబడే వరకు ఇన్సులేషన్ నిరోధకత, మూసివేసే ఉష్ణోగ్రత మరియు పరిసర ఉష్ణోగ్రత యొక్క కొలతలు కొనసాగుతాయి.
3 నుండి 5 గంటల వరకు స్థిరమైన ఉష్ణోగ్రత వద్ద ఇన్సులేషన్ నిరోధకత ఆచరణాత్మకంగా మారదు మరియు ka6c కనీసం 1.3 అయిన తర్వాత విద్యుత్ యంత్రం యొక్క వైండింగ్ల ఎండబెట్టడం నిలిపివేయబడుతుంది.
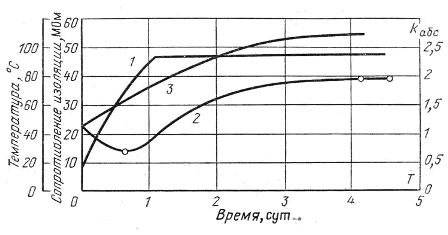
అన్నం. 2. ఇన్సులేషన్ రెసిస్టెన్స్ 2, శోషణ గుణకం 3 మరియు ఎండబెట్టే వ్యవధిపై విద్యుత్ యంత్రం యొక్క వైండింగ్ 1 యొక్క ఉష్ణోగ్రత యొక్క వక్రతలు

ఎండబెట్టడం ఓవెన్లో ఎలక్ట్రిక్ మోటార్లు యొక్క వైండింగ్ల ఇన్సులేషన్ను ఎండబెట్టడం