సెటప్ మరియు ఆపరేషన్ సమయంలో ఇండక్షన్ మోటార్ స్లిప్ను ఎలా గుర్తించాలి
ఇంజిన్ వేగం గణనీయంగా భిన్నంగా ఉంటే సమకాలికంగా, టాకోమీటర్ లేదా టాచోజెనరేటర్తో కొలుస్తారు, ఇది నేరుగా ఎలక్ట్రిక్ మోటారు యొక్క షాఫ్ట్కు అనుసంధానించబడి ఉంటుంది మరియు మోటారు యొక్క స్లిప్ S = (n1 — n2) / n1 సూత్రం ద్వారా నిర్ణయించబడుతుంది, ఇక్కడ n1 = 60f / p — సింక్రోనస్ భ్రమణ ఫ్రీక్వెన్సీ; n2 వాస్తవ వేగం.
ఎలక్ట్రిక్ మోటారు యొక్క స్లిప్ను నిర్ణయించే ఈ పద్ధతి యొక్క ప్రయోజనాలు: కొలత వేగం మరియు స్థిరమైన మరియు వేరియబుల్ వేగం రెండింటినీ నిర్వహించగల సామర్థ్యం. ఈ కొలత పద్ధతి యొక్క ప్రతికూలతలు సాంప్రదాయ టాకోమీటర్ల యొక్క తక్కువ ఖచ్చితత్వం (లోపం 1-8%) మరియు వాటి అమరిక యొక్క కష్టం. అదనంగా, టాకోమీటర్ మెకానిజంలో రాపిడి నష్టాలు గుర్తించదగిన భారాన్ని సూచిస్తాయి కాబట్టి, తక్కువ-శక్తి ఎలక్ట్రిక్ మోటార్లను పరీక్షించేటప్పుడు టాకోమీటర్ ఉపయోగించబడదు.
వివిధ కొలతలు చేయడానికి, చేతితో పట్టుకున్న టాకోమీటర్ సాధారణంగా వివిధ ఆకారాలు మరియు ప్రయోజనాల యొక్క మార్చుకోగలిగిన చిట్కాల సమితితో సరఫరా చేయబడుతుంది, ఇవి రోలర్ చివరిలో ఉంచబడతాయి (Fig. 1). ఈ చిట్కాలలో విస్తృతంగా ఉపయోగించేది రబ్బరు కోన్, ఇది మెటల్ క్యాట్రిడ్జ్లో అమర్చబడి ఉంటుంది. ఈ చిట్కాలన్నీ ఎలక్ట్రిక్ మెషీన్ యొక్క షాఫ్ట్ చివరిలో ఉన్న పాయింటెడ్ గూడను సంప్రదించడానికి ఉపయోగించబడతాయి. రబ్బర్ సెంటర్ చిట్కా అధిక పౌనఃపున్యాల కోసం, స్టీల్ చిట్కా తక్కువ నుండి మధ్యస్థ పౌనఃపున్యాల కోసం ఉపయోగించబడుతుంది.
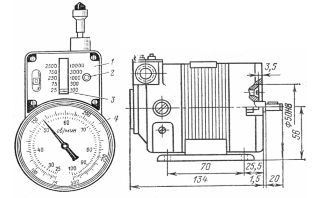 అన్నం. 1. రకం IO -10 మరియు టాచోజెనరేటర్ యొక్క సెంట్రిఫ్యూగల్ టాకోమీటర్ యొక్క సాధారణ వీక్షణ: 1 - స్కేల్; 2 - స్విచ్ బటన్; 3 - పరిమితి సూచిక; 4 - డయల్ చేయండి
అన్నం. 1. రకం IO -10 మరియు టాచోజెనరేటర్ యొక్క సెంట్రిఫ్యూగల్ టాకోమీటర్ యొక్క సాధారణ వీక్షణ: 1 - స్కేల్; 2 - స్విచ్ బటన్; 3 - పరిమితి సూచిక; 4 - డయల్ చేయండి
షాఫ్ట్ మధ్యలో ఖాళీ ఉన్నట్లయితే, పొడిగింపు ఉపయోగించబడుతుంది, ఇది టాకోమీటర్ షాఫ్ట్ మరియు పొడిగింపుపై సంబంధిత చిట్కాపై ఉంచబడుతుంది. కేంద్రాల లేకపోవడం లేదా అసమర్థతతో, ఒక రోలర్ ఉపయోగించబడుతుంది, ఇది సైడ్ ఉపరితలం (రబ్బరు రింగ్) నుండి తిరిగే షాఫ్ట్ యొక్క ఉపరితలం వరకు ఒత్తిడి చేయబడుతుంది.
నిర్దిష్ట కొలత పరిస్థితులకు అనుగుణంగా, ఫిక్చర్ (పొడిగింపు చిట్కా) ఎంచుకోండి. కొలత ప్రారంభించే ముందు, గాడి మధ్యలో లేదా షాఫ్ట్ ఉపరితలం నుండి గ్రీజు, ధూళి, దుమ్ము తొలగించండి.
ఎలక్ట్రిక్ మోటారు యొక్క భ్రమణ వేగాన్ని కొలవడానికి, మీరు మొదట టాకోమీటర్ యొక్క అవసరమైన కొలత పరిమితిని సెట్ చేయాలి. ఫ్రీక్వెన్సీ కొలత క్రమం తెలియకపోతే, టాకోమీటర్కు నష్టం జరగకుండా ఉండేందుకు అత్యధిక పరిమితి నుండి కొలత ప్రారంభించాలి.
తక్కువ పీడనంతో తిరిగే షాఫ్ట్కు వ్యతిరేకంగా టాకోమీటర్ యొక్క కొనను జాగ్రత్తగా నొక్కడం ద్వారా తక్కువ సమయం (3 - 5 సె) వరకు కొలత నిర్వహించాలి, తద్వారా టాకోమీటర్ షాఫ్ట్ యొక్క అక్షం కొలిచిన షాఫ్ట్ యొక్క అక్షంతో సమానంగా ఉంటుంది లేదా ఎప్పుడు రోలర్ ఉపయోగించి, దానికి సమాంతరంగా ఉంటుంది.

స్లిప్ 5% మించకపోతే, నియాన్ దీపం ఉపయోగించి స్ట్రోబోస్కోపిక్ పద్ధతి ద్వారా వేగాన్ని కొలవవచ్చు.
మోటారు షాఫ్ట్ చివర సుద్దతో ఒక డయామెట్రిక్ లైన్ గీస్తారు. ఇంజిన్ నడుస్తున్నప్పుడు, ఇంజిన్ వలె అదే పౌనఃపున్యం కలిగిన నెట్వర్క్ ద్వారా ఆధారితమైన నియాన్ దీపం ద్వారా ఇది ప్రకాశిస్తుంది. పరిశీలకుడు షాఫ్ట్ చివరిలో ఒక రేఖను కాకుండా, షాఫ్ట్ యొక్క భ్రమణ దిశకు వ్యతిరేకంగా నెమ్మదిగా తిరిగే నక్షత్రాన్ని చూస్తాడు. నక్షత్రం యొక్క కిరణాల సంఖ్య మోటారు యొక్క స్తంభాల సంఖ్య మరియు నియాన్ దీపం యొక్క స్థానం మీద ఆధారపడి ఉంటుంది. దీపం యొక్క రెండు ఎలక్ట్రోడ్ల నుండి వచ్చే కాంతి షాఫ్ట్ చివర పడితే, కనిపించే నక్షత్రం యొక్క కిరణాల సంఖ్య 2p. సుద్ద రేఖతో షాఫ్ట్ చివర ఒక ఎలక్ట్రోడ్ ద్వారా మాత్రమే ప్రకాశిస్తే, కిరణాల సంఖ్య కనిపించే నక్షత్రం ధ్రువాల సంఖ్యకు సమానం.
స్టాప్వాచ్ ద్వారా కొలవబడిన t (సాధారణంగా 30 సె) సమయంలో, నిలువు స్థానం గుండా వెళుతున్న కనిపించే నక్షత్రం m యొక్క కిరణాల సంఖ్య లెక్కించబడుతుంది. కనిపించే నక్షత్రం యొక్క కిరణాల సంఖ్య 2p కాబట్టి, స్లిప్
ఇక్కడ f1 అనేది నియాన్ దీపం యొక్క సరఫరా నెట్వర్క్ యొక్క ఫ్రీక్వెన్సీ.
f1 = 50 Hz వద్ద.
స్ట్రోబోస్కోపిక్ పద్ధతి యొక్క మరొక రూపాంతరం క్రిందిది. డిస్కుల్లో ఒకటి ముందు వైపు నుండి మోటారు షాఫ్ట్లో స్థిరంగా ఉంటుంది (Fig. 2). గొలుసును సమీకరించండి (అత్తి 3). బైపోలార్ మెషీన్లో, 2p = 2 అని లేబుల్ చేయబడిన డిస్క్ షాఫ్ట్పై స్థిరంగా ఉంటుంది మరియు ప్యాచ్ ఎలక్ట్రోడ్తో నియాన్ ల్యాంప్ ద్వారా ప్రకాశిస్తుంది.

అన్నం. 2... ఇండక్షన్ మోటార్ యొక్క పోల్స్ సంఖ్యను బట్టి స్ట్రోబోస్కోపిక్ డిస్క్ల చిత్రం
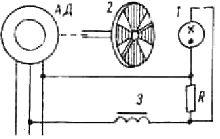
అన్నం. 3... స్లిప్ డిటెక్షన్ స్ట్రోబోస్కోపిక్ పద్ధతి కోసం నియాన్ ల్యాంప్ స్విచింగ్ స్కీమ్: 1 — నియాన్ ల్యాంప్, 2 — స్ట్రోబోస్కోపిక్ డిస్క్, 3 — ఇండక్షన్ కాయిల్
రోటర్ అసమకాలికంగా తిరుగుతుంది మరియు ఫీల్డ్ వెనుక వెనుకబడి ఉంటుంది, కాబట్టి డిస్క్ రోటర్ యొక్క భ్రమణానికి వ్యతిరేక దిశలో నెమ్మదిగా తిరుగుతూ కనిపిస్తుంది.t m బ్లాక్ సెక్టార్లు ఒక స్థిర బిందువు (బేరింగ్పై స్థిరపడిన బాణం) గుండా వెళితే, స్లిప్ విలువ వ్యక్తీకరణ ద్వారా ఇవ్వబడుతుంది
స్థిర బిందువు గుండా వెళుతున్న రంగాల లెక్కింపు స్టాప్వాచ్ ప్రారంభమైన క్షణం నుండి ప్రారంభం కాకూడదు, కానీ మార్క్ యొక్క తదుపరి క్రాసింగ్ నుండి.
ఒక పదునైన చిత్రాన్ని పొందేందుకు, ఒక వోల్టేజ్ దీపానికి వర్తింపజేయాలి, దాని వక్రత అంజీర్లో చూపబడింది. 4... దీపం దాని టెర్మినల్స్ వద్ద వోల్టేజ్ ఇగ్నిషన్ థ్రెషోల్డ్ అనే విలువను చేరుకున్నప్పుడు వెలిగిస్తుంది.
అన్నం. 4... ఒక పదునైన వోల్టేజ్తో తరంగ రూపాన్ని పొందేందుకు నియాన్ దీపం ఆన్ చేయడానికి స్కీమాటిక్: 1 - నియాన్ దీపం; 2 — ఇండక్టివ్ రెసిస్టెన్స్ Xతో అధిక సంతృప్త మాగ్నెటిక్ సర్క్యూట్తో రియాక్టివ్ కాయిల్ (R మరియు X రెసిస్టెన్స్లలో వోల్టేజ్ తగ్గుదల దాదాపు ఒకే విధంగా ఉంటుంది)
ఇండక్షన్ కాయిల్ ఉపయోగించి మోటార్ స్లిప్ యొక్క నిర్ణయం. ఈ పద్ధతి రోటర్ Fr (Fig. 5) యొక్క చెదరగొట్టే ప్రవాహాల భ్రమణ ఫ్రీక్వెన్సీని పర్యవేక్షించడంపై ఆధారపడి ఉంటుంది, ఇది స్లిప్కు అనులోమానుపాతంలో ఉండే ఫ్రీక్వెన్సీతో, ఇండక్షన్ కాయిల్ యొక్క మలుపులను దాటుతుంది.
అన్నం. 5. ఇండక్షన్ కాయిల్ ఉపయోగించి అసమకాలిక ఎలక్ట్రిక్ మోటార్ యొక్క రోటర్ స్లిప్ను కొలిచే పథకం
ఒక సున్నితమైన మిల్లీవోల్టమీటర్ (ప్రాధాన్యంగా స్కేల్ మధ్యలో సున్నాతో) కాయిల్ యొక్క టెర్మినల్లకు అనుసంధానించబడి ఉంటుంది; కాయిల్ రోటర్ షాఫ్ట్ చివరిలో ఉంది. కాయిల్ను వేర్వేరు దిశల్లో తిప్పడం ద్వారా, పరికరం యొక్క బాణం యొక్క గరిష్ట డోలనాలు గమనించిన స్థానాన్ని వారు కనుగొంటారు. సమయం t వద్ద k పూర్తి డోలనాల సంఖ్య నుండి, స్లిప్ విలువ లెక్కించబడుతుంది

మరియు f = 50 Hz వద్ద.

గణన కోసం, 50 పూర్తి డోలనాలను లెక్కించడం మరియు స్టాప్వాచ్ ఉపయోగించి సమయాన్ని గమనించడం సౌకర్యంగా ఉంటుంది. అప్పుడు: .
ఇండక్షన్ కాయిల్గా, మీరు 10-20 వేల మలుపులతో రిలే కాయిల్ లేదా DC కాంటాక్టర్ను ఉపయోగించవచ్చు (లేదా కనీసం 3000 మలుపులతో కాయిల్ను విండ్ చేయండి). అయస్కాంత ప్రవాహాన్ని పెంచడానికి, ట్రాన్స్ఫార్మర్ స్టీల్ యొక్క అనేక స్ట్రిప్స్తో తయారు చేయబడిన కోర్ కాయిల్లోకి చొప్పించబడుతుంది. ఇండక్షన్ కాయిల్ పద్ధతి చాలా సులభం మరియు అన్ని రకాల యంత్రాలకు అనుకూలంగా ఉంటుంది.
గాయం రోటర్తో అసమకాలిక మోటార్లలో, పైన వివరించిన పద్ధతులతో పాటు, రోటర్ దశలలో ఒకదానికి అనుసంధానించబడిన మాగ్నెటోఎలెక్ట్రిక్ అమ్మీటర్ను ఉపయోగించి మరియు రోటర్ సర్క్యూట్లో నాన్-స్విచింగ్ రెసిస్టెన్స్ సమక్షంలో, కనెక్ట్ చేయబడిన వోల్టమీటర్ ఉపయోగించి స్లిప్ను నిర్ణయించవచ్చు. రోటర్ రింగులకు. ద్విపార్శ్వ స్కేల్తో సాధనాలను ఉపయోగించమని సిఫార్సు చేయబడింది. ఇండక్షన్ మోటర్ యొక్క స్లిప్ అనేది ఇండక్షన్ కాయిల్ పద్ధతిని ఉపయోగిస్తున్నప్పుడు, పరికరం సూది యొక్క పూర్తి డోలనాల సంఖ్య నుండి లెక్కించబడుతుంది.
