విద్యుత్తో నడిచే మెటల్ కట్టింగ్ మెషీన్ల ఎలక్ట్రికల్ పరికరాలను పరీక్షించే విధానం
ఈ పద్దతి యొక్క సిఫార్సులు ఎలక్ట్రిక్ డ్రైవ్తో మెటల్ మరియు చెక్క పని యంత్రాల విద్యుత్ పరికరాల పరీక్షకు వర్తిస్తాయి. ప్రస్తుతం, ఎలక్ట్రిక్ డ్రైవ్తో కూడిన యంత్రాలు చెక్క పని మరియు లోహపు పనిలో ఉపయోగించబడుతున్నాయి. యంత్రాలు వేర్వేరు విధులను నిర్వహిస్తాయి మరియు విభిన్న ప్రయోజనాలను కలిగి ఉంటాయి. ప్రయోజనం ఆధారంగా, ప్రతి యంత్రం వేర్వేరు సంఖ్యలో యంత్రాంగాలు, డ్రైవ్లతో అమర్చబడి ఉంటుంది మరియు ఈ డ్రైవ్ల కోసం విభిన్న నియంత్రణ పథకాలను కలిగి ఉంటుంది. కార్యాచరణలో వ్యత్యాసం ఉన్నప్పటికీ, అన్ని యంత్రాలు క్రమానుగతంగా పరీక్షించబడాలి.
పరీక్ష వస్తువు
ఉపకరణాలు మరియు ఉపకరణాలతో పనిచేయడానికి భద్రతా నియమాలకు అనుగుణంగా, ఎలక్ట్రికల్ యంత్రాలు, వాటి సంక్లిష్టత, ప్రయోజనం మరియు అప్లికేషన్ యొక్క ఫీల్డ్తో సంబంధం లేకుండా, క్రమానుగతంగా పరీక్షించబడాలి. ఈ నియమాలు యంత్రం యొక్క విద్యుత్ పరికరాలను పరీక్షించే ఫ్రీక్వెన్సీని నియంత్రిస్తాయి, ఇన్సులేషన్ నిరోధకత మరియు రక్షిత సర్క్యూట్ యొక్క కొనసాగింపు.
యంత్రం యొక్క ఎలక్ట్రిక్ మోటార్లు చాలా సందర్భాలలో స్టార్టర్స్ (లేదా ప్రత్యేక ఇంటర్మీడియట్ రిలేలను ఉపయోగించి) ఉపయోగించి నియంత్రించబడతాయి. అరుదైన సందర్భాల్లో, యంత్రం యొక్క ఎలక్ట్రిక్ మోటారును ఆన్ చేయడం మరియు ఆఫ్ చేయడం నేరుగా రక్షిత పరికరం ద్వారా చేయవచ్చు - సర్క్యూట్ బ్రేకర్, ఒక ప్రత్యేక బటన్ మొదలైనవి. ఇటువంటి సాధారణ పథకాలు చాలా అరుదుగా మరియు సాధారణంగా చిన్న యంత్రాలపై ఉపయోగించబడతాయి.
సరళమైన యంత్రాల విషయంలో, ప్రతిదీ స్పష్టంగా కనిపిస్తుంది. మరింత సంక్లిష్టమైన యంత్రాల కోసం, నియంత్రణ సాధారణంగా ప్రత్యేక, తక్కువ-శక్తి ట్రాన్స్ఫార్మర్ ద్వారా జరుగుతుంది. సర్వీస్ సిబ్బంది భద్రతను నిర్ధారించడానికి సర్క్యూట్ విభజన మరియు వోల్టేజ్ తగ్గింపు ఉపయోగించబడతాయి. కంట్రోల్ ట్రాన్స్ఫార్మర్ల ద్వితీయ వైండింగ్లు తప్పనిసరిగా మెషిన్ కేసింగ్కు ఎర్త్ చేయాలి. అత్యంత సంక్లిష్టమైన మెటల్ కట్టింగ్ మెషీన్లలో, అనేక ఐసోలేషన్ ట్రాన్స్ఫార్మర్లను ఉపయోగిస్తారు - నియంత్రణ సర్క్యూట్లు, సిగ్నలింగ్, పర్యవేక్షణ మరియు నియంత్రణ సర్క్యూట్ల సెమీకండక్టర్ మూలకాల యొక్క విద్యుత్ సరఫరా కోసం.

యంత్రం యొక్క పథకం ఆధారంగా, ఎలక్ట్రికల్ పరికరాలను పరీక్షించడానికి పద్ధతులను ఎంచుకోవడం అవసరం. ఏదైనా సందర్భంలో, భూమికి యంత్రం యొక్క శక్తి భాగాల యొక్క ఇన్సులేషన్ నిరోధకతను కొలవడం, సర్క్యూట్లను నియంత్రించడం మరియు భూమికి సిగ్నలింగ్ చేయడం అవసరం. నియంత్రణ సర్క్యూట్లను శక్తివంతం చేయడానికి ఐసోలేషన్ ట్రాన్స్ఫార్మర్ ఉపయోగించినట్లయితే, పవర్ సర్క్యూట్లు మరియు నియంత్రణ మరియు సిగ్నల్ సర్క్యూట్ల సరఫరా సర్క్యూట్ల మధ్య ఇన్సులేషన్ యొక్క స్థితిని తనిఖీ చేయడం అవసరం.
ఒక megohmmeter తో ఇన్సులేషన్ నిరోధకతను కొలిచేటప్పుడు, నియంత్రణ సర్క్యూట్లలో సెమీకండక్టర్ మూలకాల వైఫల్యానికి వ్యతిరేకంగా చర్యలు తీసుకోవడం అవసరం - సెమీకండక్టర్ మూలకాలు తప్పనిసరిగా షార్ట్-సర్క్యూట్ చేయబడాలి.ఇన్సులేషన్ నిరోధకతను కొలిచేందుకు అదనంగా, ఒక నిమిషం పాటు 1500 V యొక్క ప్రత్యామ్నాయ వోల్టేజ్తో భూమికి సంబంధించి పవర్ సర్క్యూట్లు మరియు నియంత్రణ మరియు సిగ్నలింగ్ సర్క్యూట్లను పరీక్షించడం అవసరం. 50 V కంటే తక్కువ వోల్టేజ్ ఉన్న సిగ్నల్-నియంత్రణ సర్క్యూట్లు పరీక్ష సమయంలో దెబ్బతినే సెమీకండక్టర్ మూలకాలను కలిగి ఉండకపోతే కూడా పరీక్షించబడాలి.
మెటల్ కట్టింగ్ మెషీన్ల యొక్క ఎలక్ట్రికల్ పరికరాలను పరీక్షించే చివరి దశ యంత్రం యొక్క మెటల్ భాగాల మధ్య మెటల్ కనెక్షన్ను తనిఖీ చేయడం. ఎలక్ట్రికల్ పరికరాలు వ్యవస్థాపించబడిన అన్ని మెటల్ భాగాలు తప్పనిసరిగా ఒకదానికొకటి మరియు గ్రౌండ్ వైర్ (షీల్డ్ PE వైర్) మధ్య నమ్మకమైన మెటల్ కనెక్షన్ కలిగి ఉండాలి.విజువల్ తనిఖీ ద్వారా తనిఖీ చేయబడుతుంది.
మీరు నిరంతర రక్షిత సర్క్యూట్ యొక్క విశ్వసనీయతను అనుమానించినట్లయితే, రక్షిత కండక్టర్ యొక్క పరిచయం మరియు యంత్రంలోని ఏదైనా మెటల్ భాగం మధ్య ప్రతిఘటనను కొలవండి. ఈ సందర్భంలో మెటల్ కనెక్షన్ యొక్క ప్రతిఘటన 0.1 ఓం కంటే ఎక్కువ ఉండకూడదు. మెటల్ కనెక్షన్ యొక్క కొలత నేరుగా PE వైర్ మరియు మెషిన్ బాడీ యొక్క కాంటాక్ట్ కనెక్షన్లకు తయారు చేయబడితే, అప్పుడు ప్రతిఘటన 0.05 ఓం కంటే ఎక్కువ ఉండకూడదు.
కొన్ని లక్షణాలు
ఇన్సులేషన్ నిరోధకత
మెటల్ కట్టింగ్ మెషీన్ల యొక్క ఎలక్ట్రికల్ పరికరాల యొక్క ఇన్సులేషన్ నిరోధకత యొక్క కొలత ప్రారంభానికి ముందు, పెద్ద మరమ్మతుల తర్వాత మరియు ప్రతి ఆరు సంవత్సరాలకు ఒకసారి కూడా నిర్వహించబడుతుంది. ఇన్సులేషన్ నిరోధకత కనీసం 1MΩ ఉండాలి.
ఇన్సులేషన్ నిరోధకత కొలుస్తారు:
-
మెషిన్ బాడీకి పవర్ సర్క్యూట్లు (PE- కండక్టర్),
-
మెషిన్ బాడీకి సంబంధించి కంట్రోల్ సర్క్యూట్లు (PE-కండక్టర్),
-
మెషిన్ బాడీకి సిగ్నల్ సర్క్యూట్లు (PE- కండక్టర్),
-
సిగ్నల్ మరియు కంట్రోల్ సర్క్యూట్లు వర్సెస్ పవర్ సర్క్యూట్లు (ఈ సర్క్యూట్లు వేరు చేయబడితే).
ఈ సర్క్యూట్లు ప్రత్యేక (ప్రత్యేక) ఐసోలేషన్ ట్రాన్స్ఫార్మర్ల ద్వారా సరఫరా చేయబడితే, కంట్రోల్ మరియు సిగ్నల్ సర్క్యూట్లు మెషిన్ పవర్ సర్క్యూట్ల నుండి వేరుగా పరిగణించబడతాయి.
ఇన్సులేషన్ నిరోధకతను కొలిచేటప్పుడు, కొలిచిన సర్క్యూట్లలోని సెమీకండక్టర్ మూలకాలు నష్టాన్ని నివారించడానికి షార్ట్-సర్క్యూట్ చేయబడాలి.
AC వోల్టేజ్ సర్జ్ పరీక్ష
పవర్ సర్క్యూట్లు, సిగ్నల్ మరియు కంట్రోల్ సర్క్యూట్లను తప్పనిసరిగా పెరిగిన ఫ్రీక్వెన్సీ వోల్టేజ్తో పరీక్షించాలి. యంత్రం యొక్క విద్యుత్ పరికరాల ఇన్సులేషన్ నిరోధకతను కొలిచేటప్పుడు పరీక్ష ఫ్రీక్వెన్సీ అదే. 50 V కంటే తక్కువ వోల్టేజ్ మరియు ఎలక్ట్రానిక్ ఎలిమెంట్స్ మరియు సెమీకండక్టర్ ఎలిమెంట్స్ కలిగిన కంట్రోల్ సర్క్యూట్లు మరియు సిగ్నల్ సర్క్యూట్లు మినహా అన్ని సర్క్యూట్లు మెషిన్ హౌసింగ్ (PE-కండక్టర్)కి సంబంధించి తప్పనిసరిగా పరీక్షించబడాలి. పరీక్ష వోల్టేజ్ - 1500 V, వ్యవధి 1 నిమి.
రక్షిత సర్క్యూట్ యొక్క కొనసాగింపును తనిఖీ చేస్తోంది
రక్షిత సర్క్యూట్ యొక్క కొనసాగింపు తనిఖీ బాహ్య తనిఖీ ద్వారా నిర్వహించబడుతుంది. తనిఖీ సమయంలో, యంత్రం యొక్క మెటల్ భాగాల మధ్య పరిచయాలకు, అలాగే గృహాలతో PE- కండక్టర్ కనెక్షన్ యొక్క నాణ్యతకు శ్రద్ద అవసరం. ఒక దృశ్య తనిఖీ సమయంలో, బహిరంగ వాహక భాగాల మధ్య పరిచయాల నాణ్యతపై సందేహాలు ఉంటే, PE వైర్ యొక్క టెర్మినల్ మరియు యంత్రం యొక్క ప్రతి మెటల్ భాగం మధ్య ప్రతిఘటన కొలత తప్పనిసరిగా చేయాలి. కొలిచిన ప్రతిఘటన 0.1 ఓం మించకూడదు.
పరీక్ష మరియు కొలత పరిస్థితులు
ఎలక్ట్రిక్ డ్రైవ్తో మెటల్ కట్టింగ్ మెషీన్ల ఎలక్ట్రికల్ పరికరాల పరీక్ష సానుకూల పరిసర ఉష్ణోగ్రత వద్ద నిర్వహించబడుతుంది. యంత్రాన్ని ఆరుబయట నిల్వ చేసిన తర్వాత వెచ్చని గదిలో ఉంచినట్లయితే, ప్రత్యేకించి తక్కువ ఉష్ణోగ్రత వద్ద, పరీక్షకు ముందు కేసింగ్ మరియు ఎలక్ట్రికల్ పరికరాలపై సంక్షేపణం కనిపించకుండా పోయే వరకు దానిని కొద్దిసేపు ఇంటి లోపల ఉంచాలి. యంత్రం యొక్క వేడెక్కడం యొక్క వ్యవధి దాని పరిమాణంపై ఎక్కువగా ఆధారపడి ఉంటుంది మరియు దృశ్యమానంగా నిర్ణయించబడుతుంది.
అధిక వోల్టేజ్ పవర్ సర్క్యూట్లు, కంట్రోల్ సర్క్యూట్లు మరియు మెటల్ కట్టింగ్ మెషీన్ల సిగ్నలింగ్ను నిర్వహించేటప్పుడు పరిసర గాలి యొక్క తేమ ముఖ్యమైనది, ఎందుకంటే ఎలక్ట్రిక్ మోటార్లు మరియు వైర్ల వైండింగ్లపై ఘనీభవనం ఇన్సులేషన్ వైఫల్యానికి దారితీస్తుంది మరియు తదనుగుణంగా, పరికరాల వైఫల్యం (పరీక్షించినట్లుగా, కాబట్టి మరియు పరీక్షించబడింది))…
అధిక వోల్టేజ్ పరీక్షలు చేసే ముందు, పరికరాలను దుమ్ము, ధూళి మరియు తేమతో శుభ్రం చేయాలి. నిర్వహించిన పరీక్షల నాణ్యతపై వాతావరణ పీడనం ప్రత్యేక ప్రభావం చూపదు, కానీ ప్రోటోకాల్లో డేటాను నమోదు చేయడానికి నమోదు చేయబడుతుంది.
కొలిచే సాధనాలు
ఇన్సులేషన్ నిరోధక కొలత మెగామీటర్లను ఉత్పత్తి చేస్తుంది 1000 V యొక్క వోల్టేజ్ కోసం, ఉదాహరణకు M 4100/4, ESO 202 రకం యొక్క megohmmeters ఉపయోగించవచ్చు. శక్తి యొక్క పెరిగిన ఫ్రీక్వెన్సీ వోల్టేజ్తో పరీక్ష వివిధ ఇన్స్టాలేషన్లను ఉపయోగించి నిర్వహించబడుతుంది, ఇందులో క్రింది అంశాలు ఉంటాయి: పరీక్ష ట్రాన్స్ఫార్మర్, నియంత్రణ పరికరం, నియంత్రణ కొలిచే మరియు రక్షణ పరికరాలు.
ఈ పరికరాలలో ఇన్స్టాలేషన్ AII-70, AID-70, అలాగే వివిధ హై-వోల్టేజ్ టెస్ట్ ట్రాన్స్ఫార్మర్లు తగిన స్థాయి రక్షణను కలిగి ఉంటాయి మరియు పరీక్ష కోసం సరిగ్గా సిద్ధం చేయబడ్డాయి.Ohmmeters నిరోధకతను కొలవడానికి ఉపయోగిస్తారు: MMV, వివిధ మల్టీమీటర్లు, DC వంతెనలు. పరికరాల ఖచ్చితత్వం తరగతి — 4.
అన్ని పరికరాలను తప్పనిసరిగా తనిఖీ చేయాలి మరియు తగిన ప్రభుత్వ ఏజెన్సీల ద్వారా ఇన్స్టాలేషన్లను పరీక్షించాలి.
పరీక్ష మరియు కొలత విధానం
ఇన్సులేషన్ నిరోధక కొలత
పైన పేర్కొన్నట్లుగా, యంత్రం పూర్తిగా ఆఫ్తో మెగోహమ్మీటర్ను ఉపయోగించి ఇన్సులేషన్ నిరోధకతను కొలుస్తారు. కొలత క్రింది క్రమంలో నిర్వహించబడుతుంది:
1. సర్క్యూట్ను విడదీయకుండా మోటార్ కంట్రోల్ స్టార్టర్ (లేదా బహుళ మోటార్లు) తర్వాత ఇన్సులేషన్ నిరోధకతను కొలవండి. దశల్లో ఒకదానికి ఎలక్ట్రిక్ మోటారు దిశలో స్టార్టర్ తర్వాత మెగాహోమీటర్ కనెక్ట్ చేయబడింది. మోటారు వైండింగ్లో మూడు దశలు ఏకకాలంలో తనిఖీ చేయబడినప్పుడు ఒకే కొలత చేయబడుతుంది.
2. నియంత్రణ సర్క్యూట్ల యొక్క ఇన్సులేషన్ నిరోధకత కొలుస్తారు, దీని కోసం ఒక megohmmeter ఐసోలేషన్ ట్రాన్స్ఫార్మర్ యొక్క ద్వితీయ వైండింగ్కు అనుసంధానించబడి ఉంటుంది, దాని తర్వాత ఈ సర్క్యూట్ల నుండి గ్రౌండింగ్ డిస్కనెక్ట్ చేయబడుతుంది. ఇన్సులేషన్ నిరోధకత కొలుస్తారు - అన్ని సర్క్యూట్లు ట్రాన్స్ఫార్మర్ వైండింగ్ ద్వారా ఏకకాలంలో తనిఖీ చేయబడతాయి; పరీక్షించిన సర్క్యూట్లలో ఎలక్ట్రానిక్ అంశాలు ఉంటే, వాటి నష్టాన్ని నివారించడానికి చర్యలు తీసుకోవడం అవసరం (షార్ట్ సర్క్యూట్, బోర్డులను వేరుచేయడం). ఐసోలేషన్ ట్రాన్స్ఫార్మర్ వివిధ వోల్టేజ్లతో అనేక వైండింగ్లను కలిగి ఉంటే, అన్ని వైండింగ్లు ఏకకాలంలో తనిఖీ చేయబడతాయి.
3. యంత్రం యొక్క పవర్ సర్క్యూట్ల ఇన్సులేషన్ నిరోధకత మోటారు స్టార్టర్ (ఎలక్ట్రిక్ మోటార్లు - వాటిలో చాలా ఉంటే) ముందు తనిఖీ చేయబడుతుంది, దీని కోసం దశల వారీగా కొలత నిర్వహించబడుతుంది, ఎందుకంటే దశలు ఇక్కడ వేరు చేయబడతాయి.యంత్రం యొక్క పవర్ మెషీన్ తర్వాత ప్రతి దశకు ఒక megohmmeter సిరీస్లో కనెక్ట్ చేయబడింది. ప్రధాన యంత్రం తర్వాత అనేక అదనపు వాటిని కలిగి ఉంటే, వాటిని చేర్చాలి (మీరు సర్క్యూట్లను కలిపి ఒక కొలత చేయవచ్చు, కానీ సంక్లిష్టమైన యంత్రాలతో కనెక్షన్ ఎక్కడ చేయాలో గుర్తించడం కష్టం, అనేక కొలతలు చేయడం సులభం. నేరుగా ప్రధాన మెషిన్ టెర్మినల్స్లో).
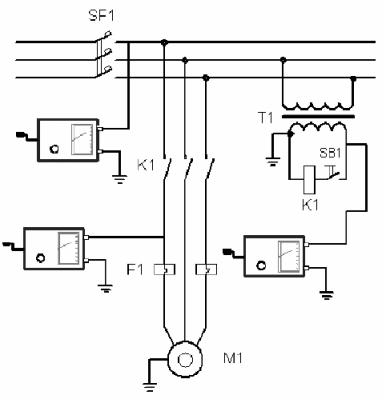
యంత్రం యొక్క విద్యుత్ పరికరాల ఇన్సులేషన్ నిరోధకతను కొలిచే పథకం
పెరిగిన వోల్టేజీతో యంత్రం యొక్క విద్యుత్ పరికరాలను పరీక్షించడం
అధిక-వోల్టేజ్ పరీక్షలను నిర్వహించడానికి, పవర్ సర్క్యూట్లను కలపడం అవసరం (జంపర్లను దశల్లో ఉంచండి, మోటారు స్టార్టర్కు ముందు ఇన్సులేషన్ నిరోధకతను కొలిచేటప్పుడు), పవర్ సర్క్యూట్లను కంట్రోల్ మరియు సిగ్నల్ సర్క్యూట్లతో కలపండి. నియంత్రణ మరియు సిగ్నల్ సర్క్యూట్ల నుండి నేల (ఐసోలేషన్ ట్రాన్స్ఫార్మర్ యొక్క ద్వితీయ మూసివేతపై) తప్పనిసరిగా తొలగించబడాలి.
పరీక్ష ఉపకరణాన్ని కాంబినేషన్ సర్క్యూట్లకు మరియు మెషిన్ బాడీకి కనెక్ట్ చేయండి. టెన్షన్ వర్తించు మరియు 1 నిమిషం పాటు పట్టుకోండి.
రక్షిత సర్క్యూట్ యొక్క కొనసాగింపును తనిఖీ చేస్తోంది
దృశ్య తనిఖీ ద్వారా ధృవీకరణ జరుగుతుంది. యంత్రం యొక్క మెటల్ భాగాల తనిఖీ నిర్వహించబడుతుంది - యంత్రం యొక్క అన్ని మెటల్ భాగాల మధ్య నమ్మకమైన మెటల్ కనెక్షన్ తప్పనిసరిగా నిర్ధారించబడాలి. లోహ భాగాలపై తుప్పు లేనప్పుడు, బోల్ట్ కనెక్షన్ల సమక్షంలో మరియు అవసరమైతే, క్రాస్ సెక్షన్తో రాగి తీగ రూపంలో అదనపు జంపర్ల సమక్షంలో పరికరాల భాగాల మధ్య సంపర్క నాణ్యత హామీ ఇవ్వబడుతుంది. కనీసం 4 mm2.
అవసరమైతే (పరిచయం యొక్క నాణ్యత గురించి సందేహాలు ఉన్నాయి), అప్పుడు మెషిన్ హౌసింగ్ మరియు మెషిన్ యొక్క ఏదైనా మెటల్ భాగంతో PE- కండక్టర్ కనెక్షన్ యొక్క పరిచయం మధ్య ప్రతిఘటన ఓమ్మీటర్తో కొలుస్తారు.
యాన్స్యుకేవిచ్ V.A.