అసమకాలిక మోటార్లు నియంత్రణ
 అసమకాలిక మోటార్లు సర్దుబాటు క్రింది పరిధిలో నిర్వహించబడుతుంది:
అసమకాలిక మోటార్లు సర్దుబాటు క్రింది పరిధిలో నిర్వహించబడుతుంది:
• దృశ్య తనిఖీ;
• యాంత్రిక భాగాన్ని తనిఖీ చేయడం;
• శరీరానికి సంబంధించి మరియు కాయిల్స్ మధ్య కాయిల్స్ యొక్క ఇన్సులేషన్ నిరోధకత యొక్క కొలత;
• డైరెక్ట్ కరెంట్కి వైండింగ్ల రెసిస్టెన్స్లను కొలవడం;
• పారిశ్రామిక ఫ్రీక్వెన్సీ వద్ద పెరిగిన వోల్టేజ్తో కాయిల్స్ యొక్క పరీక్ష;
• ట్రయల్ రన్.
నియంత్రణ ప్యానెల్ నుండి ఇండక్షన్ మోటార్ ప్రారంభం యొక్క బాహ్య తనిఖీ.
ప్లేట్ తప్పనిసరిగా కింది సమాచారాన్ని కలిగి ఉండాలి:
• తయారీదారు పేరు లేదా ట్రేడ్మార్క్,
• రకం మరియు క్రమ సంఖ్య,
• నామమాత్రపు డేటా (పవర్, వోల్టేజ్, కరెంట్, స్పీడ్, కాయిల్ కనెక్షన్ రేఖాచిత్రం, సామర్థ్యం, పవర్ ఫ్యాక్టర్),
• జారీ చేసిన సంవత్సరం,
• ఇంజిన్ కోసం బరువు మరియు GOST.
ఇంజిన్ షీల్డ్ గురించి తెలుసుకోవడం పని ప్రారంభంలో అవసరం. అప్పుడు వారు ఇంజిన్ యొక్క బయటి ఉపరితలం, దాని బేరింగ్ సమావేశాలు, షాఫ్ట్ యొక్క అవుట్పుట్ ముగింపు, అభిమాని మరియు టెర్మినల్ టెర్మినల్స్ యొక్క స్థితిని తనిఖీ చేస్తారు.
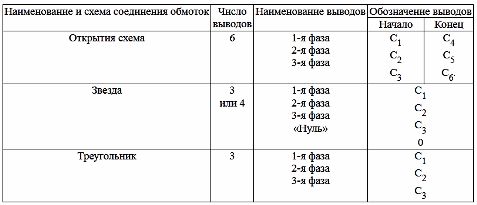
మూడు-దశల మోటారు మిశ్రమ మరియు విభాగమైన స్టేటర్ వైండింగ్లను కలిగి ఉండకపోతే, అప్పుడు టెర్మినల్స్ పట్టికకు అనుగుణంగా నియమించబడతాయి.1, మరియు అటువంటి కాయిల్స్ సమక్షంలో, టెర్మినల్స్ సాధారణ కాయిల్స్ వలె అదే అక్షరాలతో నియమించబడతాయి, కానీ పెద్ద అక్షరాల ముందు అదనపు సంఖ్యలతో ఉంటాయి. కోసం బహుళ-వేగం అసమకాలిక మోటార్లు అక్షరాలకు ముందు ఆ విభాగంలోని స్తంభాల సంఖ్యను సూచించే సంఖ్యలు.
టేబుల్ 1
పట్టిక 2

గమనిక: టెర్మినల్స్ సంఖ్య P — నెట్వర్క్కు కనెక్ట్ చేయబడింది, C — ఉచిత, Z — షార్ట్ సర్క్యూట్
మల్టీ-స్పీడ్ మోటార్స్ యొక్క షీల్డ్స్ యొక్క మార్కింగ్ మరియు వివిధ వేగంతో వాటిని స్విచ్ చేసే పద్ధతులను టేబుల్ సహాయంతో వివరించవచ్చు. 2.
ఇండక్షన్ మోటారును తనిఖీ చేస్తున్నప్పుడు, ప్రత్యక్ష భాగాలు మరియు గృహాల మధ్య దూరాన్ని కొలిచేటప్పుడు, వివిధ ఇన్సులేషన్ లోపాలు చాలా సాధారణమైన టెర్మినల్ బాక్స్ మరియు అవుట్పుట్ చివరల పరిస్థితికి ప్రత్యేక శ్రద్ధ ఇవ్వాలి. ఉపరితలం అతివ్యాప్తి చెందకుండా ఇది తగినంత పెద్దదిగా ఉండాలి. అక్షసంబంధ దిశలో షాఫ్ట్ రనౌట్ యొక్క విలువ సమానంగా ముఖ్యమైనది, ఇది ప్రమాణాల ప్రకారం, 40 kW వరకు శక్తితో మోటార్లు కోసం 2 mm (ఒక దిశలో 1 మిమీ) మించకూడదు.
గాలి గ్యాప్ యొక్క పరిమాణం చాలా ప్రాముఖ్యత కలిగి ఉంది, ఎందుకంటే ఇది అసమకాలిక మోటారుల లక్షణాలపై గణనీయమైన ప్రభావాన్ని చూపుతుంది, అందువల్ల, మరమ్మత్తు తర్వాత లేదా మోటారు యొక్క అసంతృప్తికరమైన ఆపరేషన్ విషయంలో, గాలి అంతరం నాలుగు పూర్తిగా వ్యతిరేక పాయింట్ల వద్ద కొలుస్తారు. క్లియరెన్స్లు మొత్తం చుట్టుకొలతపై ఏకరీతిగా ఉండాలి మరియు సగటు విలువలో 10% కంటే ఎక్కువ ఈ నాలుగు పాయింట్లలో దేనిలోనూ తేడా ఉండకూడదు.
థ్రెడ్ మరియు గేర్ గ్రైండర్లు వంటి వివిధ యంత్ర పరికరాలలో అసమకాలిక మోటార్లు ప్రత్యేక లీకేజీ మరియు వైబ్రేషన్ అవసరాలను కలిగి ఉంటాయి.ఎలక్ట్రికల్ మెషీన్ల షాఫ్ట్ రనౌట్ మరియు వైబ్రేషన్ మెషిన్ యొక్క భ్రమణ భాగాల యొక్క మ్యాచింగ్ ఖచ్చితత్వం మరియు స్థితి ద్వారా బాగా ప్రభావితమవుతుంది. మోటారు షాఫ్ట్ వంగి ఉన్నప్పుడు షాక్లు మరియు వైబ్రేషన్లు ముఖ్యంగా ఎక్కువగా ఉంటాయి.
రనౌట్ - భ్రమణ శరీరాలు వంటి తిరిగే లేదా డోలనం చేసే భాగాల ఉపరితలాల యొక్క ఇచ్చిన (సరైన) సాపేక్ష స్థానం నుండి విచలనం. రేడియల్ మరియు ఎండ్ స్ట్రోక్ల మధ్య తేడాను గుర్తించండి.
అన్ని యంత్రాలకు, లీకేజ్ అవాంఛనీయమైనది, ఎందుకంటే ఇది బేరింగ్ అసెంబ్లీల సాధారణ ఆపరేషన్ మరియు మొత్తం యంత్రాన్ని అంతరాయం చేస్తుంది. లీకేజీని కొలుస్తారు 0.01mm నుండి 10mm వరకు స్ట్రోక్లను కొలవగల డయల్తో. షాఫ్ట్ రనౌట్ను కొలిచేటప్పుడు, సూచిక యొక్క కొన షాఫ్ట్పై ఉంటుంది, ఇది తక్కువ వేగంతో తిరుగుతుంది, గంట సూచిక చేతి యొక్క విచలనం రనౌట్ యొక్క విలువను అంచనా వేస్తుంది, ఇది సాంకేతిక లక్షణాలలో పేర్కొన్న విలువలను మించకూడదు. యంత్రం లేదా ఇంజిన్.
విద్యుత్ యంత్రాల ఇన్సులేషన్ ఒక ముఖ్యమైన సూచిక, ఎందుకంటే యంత్రం యొక్క మన్నిక మరియు విశ్వసనీయత దాని పరిస్థితిపై ఆధారపడి ఉంటుంది. GOST ప్రకారం, ఎలక్ట్రికల్ మెషీన్ల MΩ లో వైండింగ్స్ యొక్క ఇన్సులేషన్ నిరోధకత కనీసం ఉండాలి
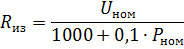
ఇక్కడ అన్ - నామమాత్ర వైండింగ్ వోల్టేజ్, V; Pn - యంత్రం యొక్క నామమాత్ర శక్తి, kW.
ఇంజిన్ యొక్క పరీక్ష ప్రారంభానికి ముందు ఇన్సులేషన్ నిరోధకత కొలుస్తారు, ఆపై ఆపరేషన్ సమయంలో క్రమానుగతంగా; అదనంగా, అవి ఆపరేషన్లో సుదీర్ఘ అంతరాయాల తర్వాత మరియు డ్రైవ్ యొక్క ఏదైనా అత్యవసర షట్డౌన్ తర్వాత గమనించబడతాయి.

ప్రతి దశ యొక్క ప్రారంభం మరియు ముగింపు మోటారులో గుర్తించబడితే, అప్పుడు ఇన్సులేషన్ నిరోధకత కేసుకు సంబంధించి మరియు వైండింగ్ల మధ్య ప్రతి దశకు విడిగా కొలుస్తారు. బహుళ-స్పీడ్ మోటారులలో, ప్రతి వైండింగ్ కోసం ఇన్సులేషన్ నిరోధకత విడిగా తనిఖీ చేయబడుతుంది.
ఎలక్ట్రిక్ మోటార్లు యొక్క ఇన్సులేషన్ నిరోధకతను కొలవడానికి 1000 V వరకు వోల్టేజీలు ఉపయోగించబడతాయి మెగామీటర్లు 500 మరియు 1000 V కోసం.
కొలత క్రింది విధంగా నిర్వహించబడుతుంది, megohmmeter «స్క్రీన్» కోసం బిగింపు యంత్రం యొక్క శరీరానికి అనుసంధానించబడి ఉంది మరియు రెండవ బిగింపు విశ్వసనీయ ఇన్సులేషన్తో సౌకర్యవంతమైన వైర్తో కాయిల్ యొక్క టెర్మినల్కు అనుసంధానించబడి ఉంటుంది. విశ్వసనీయ సంబంధాన్ని నిర్ధారించడానికి వైర్ల చివరలను పాయింటెడ్ మెటల్ పిన్తో ఇన్సులేటింగ్ మెటీరియల్ హ్యాండిల్స్తో సీలు చేయాలి.
మెగ్గర్ హ్యాండిల్ సుమారు 2 rps ఫ్రీక్వెన్సీలో తిరుగుతుంది. చిన్న మోటార్లు చిన్న సామర్థ్యాన్ని కలిగి ఉంటాయి, కాబట్టి పరికరం యొక్క సూది యంత్రం వైండింగ్ యొక్క ఇన్సులేషన్ నిరోధకతకు అనుగుణంగా ఉండే స్థానానికి సెట్ చేయబడింది.
కొత్త యంత్రాల కోసం, ఇన్సులేషన్ నిరోధకత, అభ్యాసం చూపినట్లుగా, 5 నుండి 100 మెగాహోమ్ల పరిధిలో 20 ° C ఉష్ణోగ్రత వద్ద హెచ్చుతగ్గులకు గురవుతుంది. తక్కువ పవర్ మరియు వోల్టేజ్ 1000 V వరకు తక్కువ-క్రిటికల్ డ్రైవ్లు కలిగిన మోటార్లకు "విద్యుత్ సంస్థాపనలకు నియమాలు" R విలువపై నిర్దిష్ట అవసరాలు విధించవద్దు.అభ్యాసం నుండి, 0.5 మెగాహోమ్ కంటే తక్కువ నిరోధకత కలిగిన మోటార్లు ఆపరేషన్లో ఉంచినప్పుడు, వారి ఇన్సులేషన్ నిరోధకత పెరుగుతుంది మరియు తరువాత అవి సమస్యలు లేకుండా పని చేస్తాయి.
ఆపరేషన్ సమయంలో ఇన్సులేషన్ నిరోధకత తగ్గడం అనేది ఉపరితల తేమ, వాహక ధూళితో ఇన్సులేషన్ ఉపరితలం కలుషితం చేయడం, ఇన్సులేషన్లోకి తేమ చొచ్చుకుపోవడం మరియు ఇన్సులేషన్ యొక్క రసాయన కుళ్ళిపోవడం వల్ల సంభవిస్తుంది. ఇన్సులేషన్ నిరోధకత తగ్గుదలకు కారణాలను స్పష్టం చేయడానికి, నియంత్రిత సర్క్యూట్లో రెండు ప్రస్తుత దిశలతో, ఉదాహరణకు R-316 కోసం డబుల్ వంతెనను ఉపయోగించి దానిని కొలిచేందుకు అవసరం. వేర్వేరు కొలత ఫలితాలతో, ఇన్సులేషన్ యొక్క మందంలోకి తేమ చొచ్చుకుపోవడమే ఎక్కువగా కారణం.
ప్రత్యేకించి, పెరిగిన వోల్టేజ్తో వైండింగ్లను పరీక్షించిన తర్వాత మాత్రమే ఇండక్షన్ మోటారును ప్రారంభించే ప్రశ్న నిర్ణయించబడాలి. అధిక వోల్టేజ్ పరీక్ష లేకుండా ఇన్సులేషన్ నిరోధకత యొక్క తక్కువ విలువ కలిగిన మోటారును చేర్చడం అసాధారణమైన సందర్భాల్లో మాత్రమే అనుమతించబడుతుంది, ఏది ఎక్కువ లాభదాయకంగా ఉంటుందో నిర్ణయించబడినప్పుడు: మోటారును అపాయం చేయడానికి లేదా ఖరీదైన పరికరాల పనికిరాని సమయాన్ని అనుమతించడానికి.
మోటారు యొక్క ఆపరేషన్ సమయంలో, ఇన్సులేషన్కు నష్టం, అనుమతించదగిన ప్రమాణాల కంటే దాని విద్యుద్వాహక బలం తగ్గడానికి దారితీస్తుంది ... GOST ప్రకారం, కేసుకు సంబంధించి మరియు మధ్య వైండింగ్ల ఇన్సులేషన్ యొక్క విద్యుద్వాహక బలం యొక్క పరీక్ష పరీక్ష వోల్టేజ్తో 1 నిమిషం పాటు నెట్వర్క్ నుండి డిస్కనెక్ట్ చేయబడిన మోటారుతో వాటిని నిర్వహిస్తారు, దీని విలువ పట్టికలో ఇవ్వబడిన విలువ కంటే తక్కువగా ఉండకూడదు. 3.
పట్టిక 3
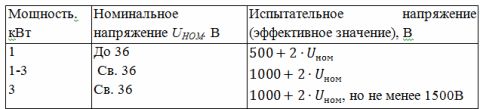
పెరిగిన వోల్టేజ్ దశల్లో ఒకదానికి వర్తించబడుతుంది మరియు మిగిలిన దశలు మోటారు కేసింగ్కు అనుసంధానించబడి ఉంటాయి.మోటారు లోపల స్టార్ లేదా డెల్టాలో వైండింగ్లు అనుసంధానించబడి ఉంటే, వైండింగ్ మరియు ఫ్రేమ్ మధ్య ఇన్సులేషన్ పరీక్ష ఏకకాలంలో జరుగుతుంది. మొత్తం వైండింగ్. పరీక్ష సమయంలో వోల్టేజ్ తక్షణమే వర్తించదు. పరీక్ష పరీక్ష వోల్టేజ్లో 1/3తో ప్రారంభమవుతుంది, ఆపై వోల్టేజ్ క్రమంగా పరీక్ష వోల్టేజ్కు పెరుగుతుంది మరియు సగం నుండి పూర్తి పరీక్ష వోల్టేజ్కు పెరుగుదల సమయం కనీసం 10 సె.
పూర్తి వోల్టేజ్ 1 నిమిషం పాటు నిర్వహించబడుతుంది, ఆపై క్రమంగా 1 / 3Utest కు తగ్గించబడుతుంది మరియు పరీక్ష సెట్టింగ్ ఆఫ్ చేయబడుతుంది. పరీక్ష సమయంలో ఇన్సులేషన్ యొక్క ఉపరితలంపై ఇన్సులేషన్ విచ్ఛిన్నం లేదా అతివ్యాప్తి లేనట్లయితే, పరీక్ష ఫలితాలు సంతృప్తికరంగా పరిగణించబడతాయి, అయితే పరికరాలపై ఎటువంటి పదునైన షాక్లు గమనించబడలేదు, ఇది ఇన్సులేషన్కు పాక్షిక నష్టాన్ని సూచిస్తుంది.
పరీక్ష సమయంలో లోపం సంభవించినట్లయితే, దానితో ఒక స్థలం కనుగొనబడింది మరియు కాయిల్ మరమ్మత్తు చేయబడుతుంది. వోల్టేజ్ని మళ్లీ వర్తింపజేయడం మరియు స్పార్క్లు, పొగ లేదా కొద్దిగా పాప్లు బాహ్యంగా కనిపించనప్పుడు చూడటం ద్వారా లోపం యొక్క స్థానాన్ని నిర్ణయించవచ్చు.
సర్క్యూట్ మూలకాల యొక్క సాంకేతిక డేటాను స్పష్టం చేయడానికి నిర్వహించబడే వైన్డింగ్స్ యొక్క ప్రతిఘటన యొక్క DC కొలత, కొన్ని సందర్భాల్లో షార్ట్ సర్క్యూట్ ఉనికిని గుర్తించడం సాధ్యం చేస్తుంది. కొలత సమయంలో వైండింగ్ల ఉష్ణోగ్రత 5 ° C కంటే ఎక్కువ పరిసర నుండి భిన్నంగా ఉండకూడదు.
అమ్మీటర్-వోల్టమీటర్ పద్ధతి ద్వారా లేదా మైక్రోఓమ్మీటర్ పద్ధతి ద్వారా కొలతలు సింగిల్ లేదా డబుల్ బ్రిడ్జ్ ఉపయోగించి తయారు చేయబడతాయి.ప్రతిఘటన విలువలు సగటు నుండి 20% కంటే ఎక్కువ తేడా ఉండకూడదు.
GOST ప్రకారం, మూసివేసే ప్రతిఘటనను కొలిచేటప్పుడు, ప్రతి ప్రతిఘటనను 3 సార్లు కొలవాలి. అమ్మీటర్-వోల్టమీటర్ పద్ధతి ద్వారా కాయిల్ నిరోధకతను కొలిచేటప్పుడు, ప్రతి నిరోధకతను మూడు వేర్వేరు ప్రస్తుత విలువలలో కొలవాలి. మూడు కొలతల యొక్క అంకగణిత సగటు విలువ వాస్తవ ప్రతిఘటన విలువగా తీసుకోబడుతుంది.
అధిక కొలత ఖచ్చితత్వం అవసరం లేని సందర్భాలలో అమ్మీటర్-వోల్టమీటర్ పద్ధతి (Fig. 1) ఉపయోగించబడుతుంది. అమ్మీటర్-వోల్టమీటర్ పద్ధతి ద్వారా కొలత ఓం యొక్క చట్టంపై ఆధారపడి ఉంటుంది:
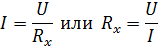
ఇక్కడ Rx - కొలిచిన ప్రతిఘటన, ఓం; U- వోల్టమీటర్ రీడింగ్, V; నేను అమ్మీటర్ రీడింగ్, ఎ.
ఈ పద్ధతితో కొలత యొక్క ఖచ్చితత్వం సాధన యొక్క మొత్తం లోపం ద్వారా నిర్ణయించబడుతుంది. అమ్మీటర్ యొక్క ఖచ్చితత్వం తరగతి 0.5% మరియు వోల్టమీటర్ యొక్క ఖచ్చితత్వం 1% అయితే, మొత్తం లోపం 1.5% అవుతుంది.
అమ్మీటర్-వోల్టమీటర్ పద్ధతి మరింత ఖచ్చితమైన ఫలితాలను ఇవ్వడానికి, ఈ క్రింది షరతులను తప్పక కలుసుకోవాలి:
1. కొలత యొక్క ఖచ్చితత్వం ఎక్కువగా పరిచయాల విశ్వసనీయతపై ఆధారపడి ఉంటుంది, కాబట్టి కొలతకు ముందు పరిచయాలను టంకము చేయమని సిఫార్సు చేయబడింది;
2. మూలం వద్ద వోల్టేజ్ డ్రాప్ ప్రభావాన్ని నివారించడానికి డైరెక్ట్ కరెంట్ యొక్క మూలం తప్పనిసరిగా నెట్వర్క్ లేదా 4-6 V వోల్టేజ్తో బాగా ఛార్జ్ చేయబడిన బ్యాటరీ అయి ఉండాలి;
3. వాయిద్యాల పఠనం ఏకకాలంలో చేయాలి.
వంతెనలను ఉపయోగించి ప్రతిఘటన కొలత ప్రధానంగా ఎక్కువ కొలత ఖచ్చితత్వాన్ని పొందేందుకు అవసరమైన సందర్భాలలో ఉపయోగించబడుతుంది. ఖచ్చితత్వం వంతెన పద్ధతులు 0.001%కి చేరుకుంటుంది. వంతెన కొలత పరిమితులు 10-5 నుండి 106 ఓంల వరకు ఉంటాయి.
మైక్రోఓమ్మీటర్ పెద్ద సంఖ్యలో కొలతలను కొలుస్తుంది, ఉదాహరణకు, కాంటాక్ట్ రెసిస్టెన్స్, కాయిల్స్ మధ్య కనెక్షన్లు.
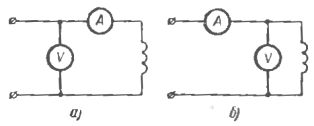
అన్నం. 1. అమ్మీటర్-వోల్టమీటర్ పద్ధతి ద్వారా DC కాయిల్స్ నిరోధకతను కొలిచే పథకం
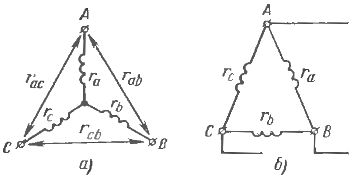
అన్నం. 2. స్టార్ (ఎ) మరియు డెల్టా (బి)లో అనుసంధానించబడిన ఇండక్షన్ మోటార్ యొక్క స్టేటర్ వైండింగ్ యొక్క ప్రతిఘటనను కొలిచే పథకం
పరికరాన్ని సర్దుబాటు చేయవలసిన అవసరం లేనందున కొలతలు త్వరగా తయారు చేయబడతాయి. 10 kW వరకు శక్తి కలిగిన మోటారుల కోసం DC వైండింగ్ యొక్క ప్రతిఘటన దాని ఆపరేషన్ ముగిసిన 5 గంటల కంటే ముందుగా కొలుస్తారు మరియు 10 kW కంటే ఎక్కువ మోటార్లు - స్థిరమైన రోటర్తో 8 గంటల కంటే తక్కువ కాదు. మోటారు స్టేటర్ నుండి వైండింగ్ల యొక్క అన్ని ఆరు చివరలను తీసివేసినట్లయితే, అప్పుడు ప్రతి దశ యొక్క వైండింగ్పై కొలత విడిగా చేయబడుతుంది.
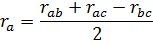
వైండింగ్లు నక్షత్రానికి అంతర్గతంగా అనుసంధానించబడినప్పుడు, సిరీస్లో అనుసంధానించబడిన రెండు దశల నిరోధకత జతలలో కొలుస్తారు (Fig. 2, a). ఈ సందర్భంలో, ప్రతి దశ యొక్క ప్రతిఘటన
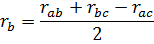
అంతర్గత డెల్టా కనెక్షన్తో, లీనియర్ క్లాంప్ల యొక్క ప్రతి జత అవుట్పుట్ చివరల మధ్య ప్రతిఘటనను కొలవండి (Fig. 2, b). అన్ని దశల ప్రతిఘటనలు సమానంగా ఉన్నాయని ఊహిస్తే, ప్రతి దశ యొక్క ప్రతిఘటన దీని ద్వారా నిర్ణయించబడుతుంది:

బహుళ-స్పీడ్ మోటార్లు కోసం, ప్రతి వైండింగ్ లేదా ప్రతి విభాగానికి ఇలాంటి కొలతలు చేయబడతాయి.
AC యంత్రాల వైండింగ్ల సరైన కనెక్షన్ని తనిఖీ చేస్తోంది. కొన్నిసార్లు, ముఖ్యంగా మరమ్మత్తు తర్వాత, ఇండక్షన్ మోటారు యొక్క నీటి చివరలు గుర్తించబడవు, వైండింగ్ల ప్రారంభం మరియు చివరలను నిర్ణయించడం అవసరం. నిర్ణయించడానికి రెండు అత్యంత సాధారణ మార్గాలు ఉన్నాయి.
మొదటి పద్ధతి ప్రకారం, వ్యక్తిగత దశల వైండింగ్ల చివరలు మొదట జంటగా నిర్ణయించబడతాయి. అప్పుడు సర్క్యూట్ అంజీర్ ప్రకారం సమావేశమవుతుంది. 3, ఎ."ప్లస్" మూలం దశలలో ఒకదాని ప్రారంభానికి "మైనస్" చివరి వరకు కనెక్ట్ చేయబడింది.
C1, C2, C3 సాధారణంగా దశలు 1, 2, 3 మరియు C4, C5, C6 యొక్క ప్రారంభంలో తీసుకోబడతాయి - చివర్లలో 4, 5, 6. ఇతర దశల వైండింగ్లలో కరెంట్ను ఆన్ చేసే సమయంలో (2 -3) C2 మరియు C3 ప్రారంభంలో ధ్రువణత "మైనస్" మరియు C5 మరియు C6 చివర్లలో "ప్లస్"తో ప్రేరేపిత ఎలక్ట్రోమోటివ్ ఫోర్స్. ఫేజ్ 1లో కరెంట్ ఆఫ్ అయినప్పుడు, ఫేజ్ 2 మరియు 3 చివరల్లో ధ్రువణత ఆన్లో ఉన్నప్పుడు ధ్రువణతకు వ్యతిరేకం.
దశ 1ని గుర్తించిన తర్వాత, డైరెక్ట్ కరెంట్ యొక్క మూలం దశ 3కి అనుసంధానించబడి ఉంటుంది, అదే సమయంలో మిల్లీవోల్టమీటర్ లేదా గాల్వనోమీటర్ యొక్క సూది అదే దిశలో వైదొలగినట్లయితే, అప్పుడు వైండింగ్ల యొక్క అన్ని చివరలు సరిగ్గా గుర్తించబడతాయి.
రెండవ పద్ధతి ప్రకారం ప్రారంభం మరియు ముగింపును నిర్ణయించడానికి, మోటారు వైండింగ్లు ఒక నక్షత్రం లేదా డెల్టా (Fig. 3, b)కి అనుసంధానించబడి ఉంటాయి మరియు ఒకే-దశ తగ్గిన వోల్టేజ్ దశ 2కి వర్తించబడుతుంది. ఈ సందర్భంలో, C1 మరియు C2 చివరల మధ్య, అలాగే C2 మరియు C3, సరఫరా చేయబడిన దాని కంటే కొంచెం ఎక్కువగా ఉండే వోల్టేజ్ పుడుతుంది మరియు C1 మరియు C3 చివరల మధ్య వోల్టేజ్ సున్నాగా మారుతుంది. 1 మరియు 3 దశల చివరలు తప్పుగా కనెక్ట్ చేయబడితే, C1 మరియు C2, C2 మరియు C3 చివరల మధ్య వోల్టేజ్ సరఫరా కంటే తక్కువగా ఉంటుంది. మొదటి రెండు దశల మార్కింగ్ యొక్క పరస్పర నిర్ణయం తర్వాత, మూడవది ఇదే విధంగా నిర్ణయించబడుతుంది.
ఇండక్షన్ మోటార్ యొక్క ప్రారంభ క్రియాశీలత. ఇంజిన్ యొక్క పూర్తి సేవా సామర్థ్యాన్ని స్థాపించడానికి, ఇది పనిలేకుండా మరియు లోడ్లో పరీక్షించబడుతుంది. బేరింగ్లను గ్రీజుతో నింపడం ద్వారా యాంత్రిక భాగాల పరిస్థితిని మళ్లీ తనిఖీ చేయండి.
మోటారు యొక్క కదలిక సౌలభ్యం షాఫ్ట్ను చేతితో తిప్పడం ద్వారా తనిఖీ చేయబడుతుంది, అయితే రోటర్ మరియు స్టేటర్, అలాగే ఫ్యాన్ మరియు హౌసింగ్ మధ్య సంబంధాన్ని సూచించే పగుళ్లు, గిలక్కాయలు మరియు సారూప్య శబ్దాలు ఉండకూడదు, ఆపై సరైన దిశ భ్రమణం తనిఖీ చేయబడింది, దీని కోసం ఇంజిన్ క్లుప్తంగా ఆన్ అవుతుంది.
మొదటి క్రియాశీలత యొక్క వ్యవధి 1-2 సె. అదే సమయంలో, ప్రారంభ ప్రస్తుత విలువ పర్యవేక్షించబడుతుంది. ఇంజిన్ యొక్క స్వల్పకాలిక ప్రారంభాన్ని 2-3 సార్లు పునరావృతం చేయాలని సిఫార్సు చేయబడింది, క్రమంగా స్విచ్ ఆన్ చేసే వ్యవధిని పెంచుతుంది, ఆ తర్వాత ఇంజిన్ ఎక్కువ కాలం స్విచ్ ఆన్ చేయవచ్చు. ఇంజిన్ నిష్క్రియంగా ఉన్నప్పుడు, రెగ్యులేటర్ రన్నింగ్ గేర్ మంచి స్థితిలో ఉందని నిర్ధారించుకోవాలి: వైబ్రేషన్లు లేవు, కరెంట్ సర్జ్లు లేవు, బేరింగ్లను వేడి చేయడం లేదు.
పరీక్ష పరుగుల ఫలితాలు సంతృప్తికరంగా ఉంటే, ఇంజిన్ మెకానికల్ భాగంతో కలిసి స్విచ్ ఆన్ చేయబడుతుంది లేదా ప్రత్యేక స్టాండ్లో పరీక్షించబడుతుంది. ఇంజిన్ యొక్క ఆపరేషన్ను తనిఖీ చేసే సమయం 5 నుండి 8 గంటల వరకు ఉంటుంది, అయితే యంత్రం యొక్క ప్రధాన బ్లాక్స్ మరియు వైండింగ్ల ఉష్ణోగ్రత, పవర్ ఫ్యాక్టర్, యూనిట్ల బేరింగ్ల సరళత స్థితిని పర్యవేక్షిస్తుంది.